Резьбосодержащие изделия из пластмасс и композитов, изготовление резьбы на деталях
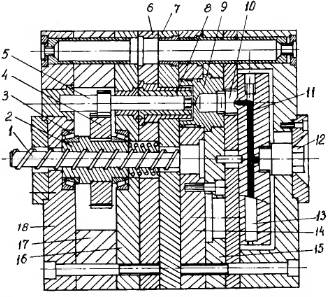
При изготовлении изделий с резьбой применяют формы с автоматическим вывинчиванием резьбовых знаков. Для этого используют подвижные рейки или вращающиеся винтовые хвостовики (рис. 1). Форма имеет две плоскости разъема. Подвижная часть формы крепится на плиту смыкания и состоит из опорной плиты 18, распорных брусьев 17 и промежуточной плиты 16, которые крепятся к плите пуансонов 6. Между опорной плитой 18 и промежуточной плитой 16 находится свободное пространство, в котором на подшипниках установлена винтовая ступица 2. Ступица 2 приводится во вращение многозаходным винтом 1, который закреплен в неподвижной части формы, между плитами 14 и 15. При отводе подвижной части формы, винт 1 остается неподвижным, поэтому ступица вращается и передает вращение через зубчатое колесо 4 на формующий резьбовой знак 5. При полном размыкании формы резьбовой формующий знак 5 выворачивается из изделия и одновременно с этим изделием извлекается из матрицы 9 за счет толкания резьбовой частью. В момент вывинчивания резьбового знака изделие удерживается от вращения продольными канавками или рифлениями, расположенными на внешней или внутренней поверхности изделия и формующей вставке. Угол нарезки на винте 1 и передаточное число шестерен выбирается таким образом, чтобы к моменту извлечения изделия из матрицы формующий резьбовой знак был почти полностью повернут.
| 
|
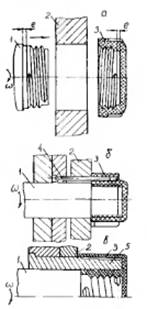
| Рис. 1. Форма с резьбовым вывинчивающимся знаком и приводом его от движения хвостовика | Рис. 2. Способы оформления резьбовых знаков в форме |
При литье крупногабаритных пробок изделие от вращения удерживается знаками, которые входят в рифления, или зубчатым торцом вставки, действующим на торец изделия (рис. 2). Резьбовой формующий знак должен иметь цилиндрическую поверхность, диаметр которой должен быть больше внешнего диаметра резьбы. На этой поверхности располагается плита съема.
Выступ резьбы на формующем знаке не должен доходить на величину «е». Это предусматривается для того, чтобы на торце не было сколов резьбы, рис. 2 а. Канавка резьбы при переходе цилиндрическую часть также не доходит на величину «е».
Для извлечения резьбовых знаков применяются различные способы. Форма с подвижной зубчатой рейкой, вращающейся формующий знак (рис. 3) предназначена для изготовления колпачка с внутренней резьбой при небольшом числе резьбовых ниток и обеспечивает автоматическое вывинчивание резьбового оформляющего знака из изделия.
Форма, как обычно, состоит из неподвижной и подвижной частей. Подвижная часть формы состоит из плиты съема 1, удерживающего литниковую систему знака 3, формующего резьбового знака 4, рейки 5, предназначенной для вращения резьбового знака и хвостовика формы 6, который тягами соединен с плитой съема 1 (рис. 3а). На плите крепления 2 установлен кронштейн с зубчатой рейкой 10 (рис. 3, б). На плите 7 подвижной формы установлен узел привода для вращения резьбовых знаков.
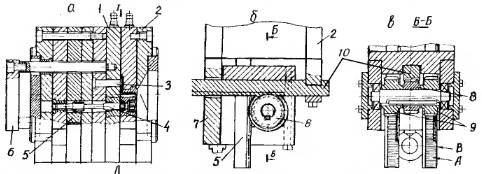
Рис. 3. Литьевая форма для изготовления колпачка с внутренней резьбой:
а – поперечный разрез формы; б – вид на форму сверху; в – узел привода вращения формующих знаков (повернуто на 90º)
При раскрытии формы по плоскости I-I рейка 10, закрепленная на плите 2, остается неподвижной, а узел привода вращения знака перемещается вместе с подвижной плитой формы. Поэтому шестерня 8, перемещаясь по этой рейке, вращается и одновременно вращает шестерни 9, которые сидят на одном с ней валу и перемещает рейку 5, расположенную перпендикулярно рейке 10 (рис. 3 в, сечение Б-Б). Рейка 5, с нарезанными зубьями во взаимно перпендикулярных поверхностях А и В зубьями перемещается внутрь формы и вращается резьбовой знак 4. Зубья поверхности А находятся в зацеплении с шестернями 9, а зубья поверхности В – с зубчатым венцом, закрепленном на резьбовым формующем знаке 4.
Таким образом, с применением нескольких зубчатых реек и шестерен поступательное движение подвижной части формы преобразуется во вращательное, вследствие чего вращает резьбовые формующие знаки и вывинчивает их из изделия. Изделия от поворота удерживает литниковая система, а в случае применения туннельных литников необходимо предусматреть в форме конструктивные элементы, удерживающие изделия от вращения (проворачивания (рис. 2). После раскрытия формы и вывинчивания резьбовых знаков отливка, удерживаемая на зацепах знака 3, сбрасывает плитой съема 1, связанной с хвостовиком 6 выталкивающей системы.
Обычно для повышения плавности свинчивания, зубчатый венец резьбового знака выполняют косозубым. При этом необходимо на противоположном конце знака предусмотреть опорный подшипник, который воспринимает осевое усилие косозубого зацепления и тем самым предохраняет изделия от разрушения. Чтобы при вывинчивании резьбового знака изделие от разрушения. Чтобы при вывинчивании резьбового знака изделие не отжималось от плиты съема, резьбовой знак на конце имеет нарезку с таким же шагом, как и в изделии, поэтому он при вращении прижимается к плите съема и исключает вращение изделия с резьбовым знаком. Подобные формы сложны в изготовлении, поэтому они практически не применяются.
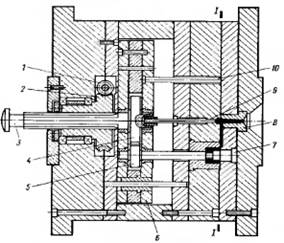
В форме (рис. 4), предназначенной для изготовления тонкостенных изделий с внутренней резьбой, свинчивание изделия с резьбового знака и выталкивание его из матрицы происходят автоматически. Резьбовые знаки вращаются от закрепленного на корпусе формы электродвигателя через систему зубчатых креплений. Электродвигатель вращает червяк 1, а он – червячное колесо 2, соединенное шлицами с хвостовиком формы 3, на котором закреплена ведущая шестерня 4. Вращение резьбовых знаков осуществляется от шестерен 5, находящихся в зацеплении с шестерней 4. При раскрытии формы по плоскости I-I центральный литник извлекается из литниковой втулки 8, а из изделия формующая вставка 7. Одновременно с началом раскрытия формы включается электродвигатель, приводящий во вращение резьбовые знаки. Вращаясь, знаки вывинчиваются из изделий и выходят из матриц на расстояние, равное глубине резьбы. Шлицевой вал 3, наталкиваясь на упор литьевой машины, останавливается вместе с выталкивающей системой 6, а подвижная часть формы продолжает перемещаться, выталкивая при этом изделия из матриц. При закрытии формы выталкивающую системы возвращают в исходное положение возвратные колонки 10. При извлечении центрального литника конец толкателя 9 вращается во втулке, закрепленной в ступице шестерни 4.
Схему вывинчивания резьбовых знаков можно использовать также для вывинчивания знаков, оформляющих резьбовые отверстия в крупногабаритных деталях. В этом случае для уменьшения нагрузки на резьбу и во избежание поломки изделия знаки должны вывинчиваться одновременно с выталкиванием изделия толкателями. При использовании формы для изготовления изделий с резьбой, длина которой равна длине элементов матрицы, удерживающих изделие от поворота, отпадает необходимость в осевом перемещении шлицевого вала для выталкивания изделий из матрицы, так как он полностью выходит из матрицы благодаря вывинчиванию из него резьбового знака. При этом не допускаются отрывные литники.
| 
|
| Рис. 4. Форма для изготовления тонкостенных изделий с резьбой | Рис. 5. Форма для изготовлении резьбового кольца |
Форма, показанная на рис. 5, предназначена для изготовления изделия, представляющего собой резьбовое кольцо, резьба которого прерывается двумя поперечными противолежащими пазами. При раскрытии формы на расстоянии, достаточное для извлечения изделия, упор литьевой машины действует на шток 2 выталкивающей системы, который, в свою очередь, плитами 3 действует на наклонные колонки 9 с закрепленными на них резьбовыми оформляющими секторами 7. Резьбооформляющие секторы 7, смещаясь относительно клина 8, сближаются к центру и выходят из соприкосновения с изделием.
Литник сбрасывается центральным выталкивателем 1, а изделие выталкивателем 4 (через литниковую систему). При смыкании формы возвратные колонки 5 устанавливают в исходное положение плиты выталкивания 3, одновременно пружины 10 и пуансоны 6 возвращают резьбовые секторы 7 в исходное положение. Затем цикл повторяется.
Практическое занятие №4
Дата добавления: 2015-09-07; просмотров: 2567;