Методы и средства измерения параметров
Для контроля кинематической погрешности  и одновременно циклической
и одновременно циклической  используют приборы для комплексного однопрофильного контроля трех моделей: БВ-5033, БВ-5035, БВ-936.
используют приборы для комплексного однопрофильного контроля трех моделей: БВ-5033, БВ-5035, БВ-936.
Накопленная погрешность окружного шага  обычно проверяется на различных приборах сравнением с угловым лимбом. Это производится либо на делительных головках, либо на специальных приборах, включающих угловой лимб.
обычно проверяется на различных приборах сравнением с угловым лимбом. Это производится либо на делительных головках, либо на специальных приборах, включающих угловой лимб.
Прибор БВ-966 с угловым лимбом и микроскопом предназначен для контроля мелкомодульных колес до 160 мм. БВ-584М для колес до 320 мм БВ-5015 до 400 мм.
Данные приборы относятся к группе универсальных приборов, так как на них используют различные измерительные наконечники (наборы прилагаются к прибору), с помощью которых можно измерять у разных колес не только окружной шаг, но и основной шаг, радиальное биение, длину общей нормали. На приборе можно проверять также разность окружных шагов и рассчитывать накопленные ошибки.
Радиальное биение  контролируется на специальных приборах – биениемерах. Для контроля колесо устанавливают в центрах, после чего поочередно между зубьями вводят наконечник в виде конуса с углом
контролируется на специальных приборах – биениемерах. Для контроля колесо устанавливают в центрах, после чего поочередно между зубьями вводят наконечник в виде конуса с углом  .
.
Колебание длины общей нормали  можно контролировать разным инструментом, у которого имеются две параллельные измерительные плоскости.
можно контролировать разным инструментом, у которого имеются две параллельные измерительные плоскости.
Для этих целей выпускают специальные микрометры с измерительными тарелочками или специальные индикаторные скобы — нормалемеры.
Погрешность обката  проверяется специальными приборам для контроля кинематической точности станков или накопленной ошибки измерением пробного колеса, нарезанного на этом станке.
проверяется специальными приборам для контроля кинематической точности станков или накопленной ошибки измерением пробного колеса, нарезанного на этом станке.
Колебание измерительного межосевого расстояния и предельное отклонение его определяют на приборах, которые называются приборами для комплексного двухпрофильного контроля или межцентромерами.
Основной шаг  обычно проверяют с помощью специальных накладных шагомеров.
обычно проверяют с помощью специальных накладных шагомеров.
Разность окружных шагов проверяют либо с помощью угломерных приборов одновременно с контролем накопленной погрешности окружного шага, либо с помощью накладных шагомеров для окружного шага (рис. 46,б). В этом шагомере два измерительных наконечника 1 и 2 устанавливаются с помощью двух специальных упоров 3 на одинаковом расстоянии от оси. Один наконечник неподвижный, а другой связан с индикатором. Прибор настраивают на нуль по произвольной паре зубье колеса 4, а потом этот размер сравнивают с размерами на остальных парах зубьев.
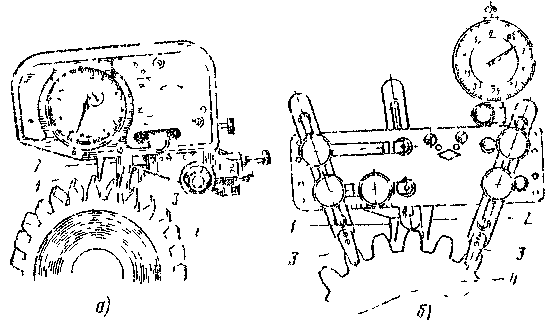
Рис. 46. Шагомеры:
а – для контроля основного шага, б – для контроля окружного шага
Боковой зазор в передаче обычно проверяют с помощью набора щупов или измерительной головкой при упоре наконечника в боковую поверхность зуба колеса и покачивания его при неподвижном другом колесе. Проверить боковой зазор также можно, если расположить по нерабочим профилям колеса свинцовую пластину, а когда она сожмется при вращении колес, измерить ее толщину.
Вид сопряжения по боковому зазору может быть установлен, если проверить смещение исходного контура. В прямозубых колесах сопряжение по боковому зазору можно установить по отклонению измерительного межосевого расстояния.
Контроль смещения исходного контура цилиндрических колес осуществляют тангенциальным зубомером (рис. 47).
При измерении за базу принимают наружный диаметр колеса. Для установки зубомера на контролируемый размер к нему прилагаются мерные ролики. Особенностью зубомера является сохранение симметричного расположения измерительных губок относительно индикатора, которые образуют как бы рейку, например, червячной фрезы. После настройки прибора по специальным роликам на номинальное положение его устанавливают на колесо, и если зуб сделан тоньше, то прибор ближе пройдет к оси колеса, а если толще, то отойдет дальше от оси колеса.
Проверка профилязаключается в проверке правильности эвольвенты. Она осуществляется на специальных приборах – эвольвентомерах, в которых воспроизводится теоретическая эвольвента и сравнивается с действительной эвольвентой колеса. Простейший способ воспроизведения заключается в обкатке линейки по гладкому диску, диаметр которого равен основной окружности контролируемого колеса.
Эвольвентомеры выпускают пяти моделей: три – универсальные с самописцами КЭУС МА, КЭУС МБ и БВ – 5032 и два без самописцев БВ – 1089 и БВ – 5057 (для мелкомодульных колес).
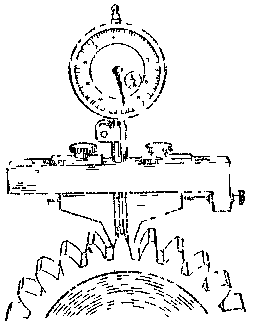
Рис. 47. Зубомер смещения (тангенциальный зубомер).
Пятно контакта проверяют обычно при рабочем монтаже. На боковые поверхности зубьев измерительного колеса наносят небольшой слой краски (берлинская лазурь, голландская сажа и т.д.). После этого передача работает под небольшой нагрузкой, затем определяют отпечатки на другом колесе.
Вопросы для повторения:
- Покажите на эскизе основные элементы зубчатого колеса.
- Какие три группы норм точности предусмотрены для оценки качества зубчатого колеса?
- Сколько степеней точности предусмотрено стандартами для изготовления зубчатых колес и передач?
- Какие нормы бокового зазора установлены стандартами и как они обозначаются?
- Если требуется обеспечить бесшумность работы зубчатой передачи, то для какой нормы точности (из трех основных) нужно брать допуски по наиболее высокой степени точности?
- Почему для нормы контакта зубьев допуски берутся по высокой степени точности у силовых передач (грузоподъемные устройства и т.п.)?
- Как обозначается точность зубчатого колеса в чертежах?
- Назовите несколько способов контроля кинематической нормы точности, предусмотренных стандартами?
- Какими средствами определяются биение зубчатого венца и отклонение длины общей нормали?
- Стандартом какой категории устанавливаются допуски и комплексы из двух допусков по нормам точности в различных отраслях машиностроения?
Литература: [1, глава IX, стр. 196…210]
Дата добавления: 2015-11-12; просмотров: 2249;