МЕТОД ПРЯМОГО ПРЕССОВАНИЯ
Рассмотрим метод прямого прессования. Связующим при изготовлении углепластиков являются феноло-формальДегидные или феноло-фурфурольные (фурановые) смолы. Феноло-формальдегид- ная смола имеет старую маркировку - ФН, новую - ЛБС-4.
Здесь можно применить две разновидности формования.
1. Формование в пресс-форме под прессом по схеме, показанной на рис. 46.
Кратко технология состоит в том, что раскроенные заготовки углеродной ткани, пропитанной в смоле ЛБС-4 определенной величиной наноса, укладываются в пресс-форму. Заготовки могут быть заранее пропитаны смолой и укладываются в полусухом виде (до отлипания) или пропитываются непосредственно перед укладкой. В процессе выкладки производится предварительная подпрессовка заготовок в пресс-форме с помощью пуансона 2. Затем подается удельное давление от 4 до 15 МПа и, по величине общей площади нагружения, рассчитывается усилие пресса. Производится нагрев пресс-формы электрическими нагревателями сопротивления, заделанными в тело пресс- формы, или индукторами. Частота индуктора тем меньше, чем больше размеры пресс-формы, что видно из эмпирической формулы:
где  - удельное электросопротивление, Ом ·м; d - диаметр пресс- формы, см.
- удельное электросопротивление, Ом ·м; d - диаметр пресс- формы, см.
На практике для нагрева крупных пресс-форм используют токи промышленной частоты, т. е. 50 Гц.
Сначала температура материала доводится до 80 °С (353 К), при этом делается выдержка примерно в течение одного - двух часов, при которой происходит удаление воды и других летучих компонентов смолы. В это же время материал дает сильную усадку, поэтому давление пресса корректируется и поддерживается постоянным до достижения максимальной температуры, при которой производится поликонденсация (отверждение) связующего.
Отверждение производится при температуре (155 ± 5) °С из расчета один час на 8 мм толщины материала, но не менее двух часов. При этом поддерживается необходимое давление (14... 15 МПа). После отверждения производится плавное охлаждение пресс-формы, сначала за счет уменьшения электрической нагрузки, а по достижению 80°С (353 К), электропитание выключается и происходит естественное охлаждение. Затем производится разборка холодной пресс-формы, извлечение изделия, подрезка до нужных размеров, неразрушающий контроль качества материала; определяется содержание смолы, степень отверждения ее, механические и теплофизические характеристики, плотность, производятся другие виды контроля.
2. В некоторых случаях можно производить запрессовку материала в пресс-форму без применения пресса, путем затягивания болтов (рис. 47). Количество болтов и их размеры рассчитываются исходя из обеспечения необходимых показателей давления и прочности.
|

Выкладка материала осуществляется как и в первом случае, т. е. при прессовании под прессом. Подпрессовку можно осуществлять пуансоном 1 с помощью затяжки болтов.
Отверждение материала производится в электрических печах сопротивления или в аэродинамических. Использование метода удобно тем, что можно отверждать в одной печи сразу несколько пресс-форм.
Так как аэродинамические печи появились недавно (впервые - в бывшем СССР), о них еще мало говорится в литературе и, поэтому, на принципиальном устройстве их необходимо остановиться.
В основу работы их положен закон возрастания коэффициента внутреннего трения в газе с повышением температуры, т. е. закон Ньютона:
где ц - коэффициент внутреннего трения, кг/(м с) или Н с/м2; m - масса молекулы, кг; n - количество молекул в единице объема (число Лошмидта), 1/м3; ū- средняя скорость хаотического движения молекул, м; X - длина свободного пробега молекул, м; λ – длина свободного пробега молекул, м.
Скорость молекулы в зависимости от температуры изменяется по закону:
 откуда
откуда 
где к - постоянная Больцмана, кДж/К; Т - абсолютная температура газа, К.
При движении тела в газе между слоями последнего создается касательное напряжение
где dv/dz - градиент скорости направленного или вынужденного движения молекул, 1/с.
Известно, что при трении выделяется тепло, это же будет происходить и в атмосфере печи. Таким образом, если вращать вентилятор в замкнутом объеме, то газ, находящийся там, будет нагреваться.
|
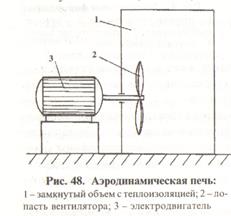
Как видим, в аэродинамических печах лопасть вентилятора одновременно нагревает и перемешивает воздух. Коэффициент полезного действия аэродинамических печей примерно в четыре раза выше, чем печей сопротивления. В принципе ее нетрудно сделать на любом предприятии. Максимальная допустимая температура в таких печах примерно 600 °С (875 К).
Опыт эксплуатации аэродинамических печей необходимо широко распространять, особенно в условиях недостатка энергоносителей.
6.6.1.2. МЕТОД НАМОТКИ
Этот метод применяется, например, при изготовлении теплозащитного покрытия раструба РДТТ. Предварительно пропитанные лаком ЛБС-4 ленты наматываются на жесткую оправку на специальных станках с программным управлением, как показано на рис. 49.
Жесткая оправка служит для придания формы изделию и устанавливается на специальный намоточный станок. Шпулярник служит для установки бобин с лентой, к нему относятся и натяжные ролики.
В процессе намотки оправка вращается вокруг своей оси и одновременно совершает поступательное движение вместе с суппортом станка с регулируемой по программе скоростью. Скорость вращения составляет от одного до нескольких оборотов в минуту и зависит от величины изделия.
Иногда суппорт станка является неподвижным, а перемещается шпулярник, но это часто приводит к изменению натяжения ленты и другим неудобствам, вызывающим частые остановки процесса намотки. Это объясняется малой массой шпулярника и плохой устойчивостью его.
Кроме «сухой» применяется еще и так называемая «мокрая» намотка. Чаще всего она используется при намотке силовых конструкций жгутом или лентой и на эпоксидных связующих. Схема намотки показана на рис. 50 (вид сбоку).
В принципе «мокрая» намотка похожа на «сухую», но все дальнейшие операции после каждой из них отличаются очень сильно.
После «сухой» намотки производится отверждение материала в гидроклавах под избыточным давлением. Автоклав отличается от гидроклава тем, что в качестве рабочего тела используется сухой воздух или азот. Они менее безопасны, но «чище» в работе.
Перед отверждением производится сборка оправки, как показано на рис. 51.
Назначение отдельных элементов.
Оправка.Служит для придания формы наматываемому изделию, изготовлена из обыкновенной стали (ст 03, ст 20 и т. п.). Как правило, пустотелая, снаружи полированная. Есть сообщения о применении надувных оправок.
Смазка ЦИАТИМ-221.Применяется с целью предупреждения прилипания отверждаемого материала к оправке и для облегчения снятия материала с нее. Теплостойка, консистентна.
Целлофан.Предотвращает прилипание обкладных листов к материалу, имеет небольшие отверстия по всей поверхности для выхода летучих компонентов.
Обкладные листы.Изготавливаются из мягкого алюминиевого сплава, толщиной 0,5... 1 мм, имеют отверстия по всей площади, служат для формирования наружной поверхности изделия.
Металлическая сетка.Высотой и ячейкой примерно в 5... 10 мм, создает объем для выхода газообразных продуктов, выделяющихся при отверждении смолы.
Двунитка или мешковина.Служит для предотвращения повреждения резинового мешка.
Резиновый мешок.Является гибким формирующим элементом и служит также для сбора летучих компонентов. Этот очень ответственный элемент изготавливается из специальной теплостойкой резины, поставляется в готовом виде или готовится по месту производства пластиков.
Отводные трубки, штуцера и коллектор.Служат для отвода летучих компонентов и воздуха в вакуумный насос.
Вся вакуумная система должна быть герметичной. Материал на собранной оправке может отверждаться и формоваться двумя способами: вакуумным и гидроклавным (автоклавным). При вакуумном формовании за счет вакуумирования создается наружное давление на материал величиной около одной избыточной атмосферы (0,1 МПа).
Собранная по описанной схеме оправка помещается в печь, если формование вакуумное. Здесь вакуумный коллектор подсоединяется к откачной системе, устанавливаются термопары и далее производится отверждение по заданному режиму.
При гидроклавном или автоклавном методах формования создается избыточное давление в несколько десятков атмосфер (несколько мегапаскалей). Рабочей жидкостью в автоклавах служит глицерин, относящийся к тяжелым эфирам. Основные преимущества глицерина перед другими жидкостями состоят в следующем:
- высокая температура кипения (290 °С или 563 К);
- низкая упругость паров при рабочих температурах гидроклава;
- очень незначительная растворимость газов в нем;
- взрывобезопасен, не возгорается;
- низкий коэффициент объемного расширения;
- достаточная теплопроводность;
- сравнительно невысокая стоимость.
|
|
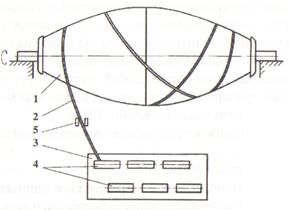
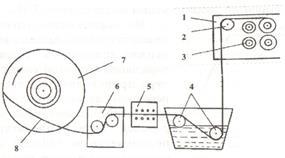
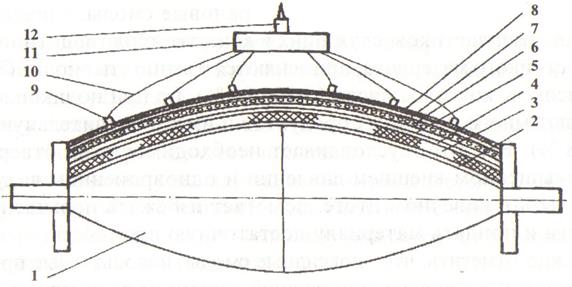
Рис. 51. Собранная оправка для отверждения:
1 - оправка; 2 - смазка К-21 или ЦИАТИМ-221; 3 - углепластик или другой пластик; 4 - целлофан; 5 - обкладной лист; 6 - металлическая объемноплетенная сетка; 7 - двунитка или мешковина; 8 - резиновый мешок; 9 - штуцер; 10 - отводные трубки; 11 - коллектор; 12 - выход к вакуумной системе.
При гидроклавном формовании оправка помещается в гидро- клав, где также производится подсоединение коллектора к вакуумной системе, устанавливаются необходимые первичные преобразователи (термопары, манометры и т. п.). После этого гидроклав закрывается и заполняется глицерином из специальной емкости.
Остаточное давление под резиновым мешком, не выше 150 мм рт. ст., поддерживается вакуумными насосами типа ВН-4.
Подъем температуры и давления в гидроклаве осуществляется по заданной программе.
Температурный график представлен на рис. 52.
Максимальное давление в гидроклаве поддерживается равным
- .50 атм или 4...5 МПа. Нагрев глицерина осуществляется специальными герметизированными электрическими нагревателями (ТЭН).
 Из графика видно, что при температуре 80 °С делается выдержка примерно в течение двух часов. При этой температуре происходит выделение первичных летучих продуктов: воды, спиртов и других растворителей.
Из графика видно, что при температуре 80 °С делается выдержка примерно в течение двух часов. При этой температуре происходит выделение первичных летучих продуктов: воды, спиртов и других растворителей.
Затем температура поднимается до (150 ± 5) °С, если связующим являются фе- ноло-формальдегидные или фу- рановые смолы.
Для углепластиков, служащих в качестве теплозащитного и эрозионностойкого материала, применяются именно эти смолы. Они имеют высокое коксовое число (~ 80...90 %), но при поликонденсации выделяют много побочных продуктов и имеют значительную усадку (~ 6...8 %). Все это обусловливает необходимость их отверждения при повышенном внешнем давлении и одновременном вакуумировании, что, в конечном итоге, помогает избежать повышенной пористости и придать материалу достаточную прочность.
Нужно отметить, что эпоксидные смолы, используемые при создании силовых пластиковых конструкций, в процессе полимеризации практически не выделяют летучих компонентов и не дают усадки, поэтому отверждаются в свободном состоянии, т. е. без внешнего давления.
Температуру, после выдержки материала с оправкой при ее уровне 50 °С (323 К), поднимают до 150 °С (423 К) с отклонением ± 5 °С.
При этой температуре производится выдержка в течение 8 часов, давление в гидроклаве поддерживается равным 40...50 кгс/см2 или
4...5 МПа. Охлаждение изделия после отверждения смолы осуществляется в гидроклаве при выключенных нагревателях. До температуры 80 °С (353 К) нужно, чтобы вакуумные насосы работали и поддерживалось необходимое давление в аппарате.
После этого выключаются вакуумные насосы и компрессоры, и дальше осуществляется свободное охлаждение до температуры 20…35 °С. Перед вскрытием гидроклава его освобождают от глицерина путем перекачивания последнего в другую емкость, отсоединяют термопары, вакуумную систему и т. п. Извлекают собранную оснастку с отвержденным материалом, делают осмотр резинового мешка. Затем снимается оснастка и выполняется осмотр внешней поверхности материала. После этого изделие с оправкой устанавливается на токарный станок для обработки внешней поверхности с помощью специальных резцов. После выравнивания поверхности выполняют неразрушающий контроль качества материла (наличие расслоений, непроклеев) и его толщины. Для этого применяются приборы:
– ДУК-66 или ИАД-4 и др. - для контроля качества;
– ТУК-1М и др. - для контроля толщины.
Дальнейшие операции с узлом будут зависеть от назначения углепластиковых деталей (элементов). Здесь может быть три варианта.
1. Углепластик представляет собой законченную деталь и идет по назначению.
2. Углепластик, как теплозащитное покрытие, вклеивается внутрь металлической или другой оболочки, например, как в раструбе носителя «Шаттл».
3. На углепластик, путем намотки, наносится силовая оболочка из стеклопластика или другого пластика.
Если назначение узла или изделия определяется по первому и второму вариантам, то выполняются следующие операции:
– разрезка материала по большому диаметру и подрезка по малым диаметрам т. е. по торцам;
– заготовки раструбов, их две, снимаются с оправки с помощью специального приспособления и силовозбудителя;
– определение содержания смолы, степени поликонденсации, механических и теплофизических характеристик и т. п. (анализы производятся на образцах свидетелях или на образцах, вырезанных из припусков).
Содержание смолы должно находиться в пределах 30...40 %, степень поликонденсации не ниже 92 %, плотность - (145 ± 5) г/см3 (1450 ± 50 кг/м3). Затем с помощью приборов неразрушающего контроля определяются сплошность материала и толщина оболочки. Этот контроль осуществляется путем сканирования на специальной автоматизированной установке или вручную.
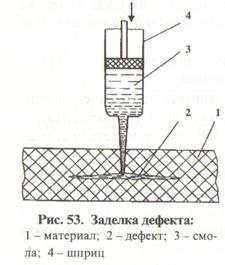
Производится также внешний осмотр поверхности изделия. Если в материале и на поверхности его обнаружены какие-либо дефекты (расслоения, вмятины, забоины), то выполняется ремонт, оговоренный в документации. На поверхности дефекты устраняются заливкой смолы в неровности или нанесением специальной массы, состоящей из смолы и сажи или угольной крошки (пыли). Расслоения в материале устраняются путем подачи смолы с помощью шприца. Перед этим должна быть определена глубина залегания дефекта (рис. 53). Если локальная или суммарная площадь расслоений превышает допустимую, узел ремонту не подлежит и бракуется.
|
производится с помощью приборов неразрушающего контроля. Здесь могут быть применены как ультразвуковой, так и электромагнитный методы контроля.
Производится также внешний осмотр с целью определения качества поверхности. После выполнения всех операций сдачи оправку с двумя раструбами направляют на намотку стеклопластика, которая осуществляется на тех же намоточных станках с помощью ленты или жгута при повышенном усилии натяга и, как правило, «мокрым способом». Связующим служат диановые эпоксидные смолы типа ЭД-5, ЭД-6, ЭД-20.
Полимеризация эпоксидных смол производится с отвердителя- ми полиэтилен-полиамином или гексаметилендиамином, которые вводят в смолу перед пропиткой лент или жгутов в количестве от 5 до 15 %. Повышение содержания отвердителя приводит к охрупчиванию отверждаемого полимера.
Полимеризация связующего, т.е. эпоксидной смолы, производится при температуре 120 °С (393 К) в течение 8 часов. Таким образом, углепластик, отвержденный при температуре 155 °С (428 К), не претерпевает внутренних изменений, т. е. деструкции.
Нужно отметить, что полимеризация стеклопластика осуществляется без внешнего давления в аэродинамических или электрических печах сопротивления с вытяжной вентиляцией. Объясняется это тем, что при отверждении эпоксидные смолы почти не выделяют летучих компонентов и дают незначительную усадку, что вместе с предварительным натягом лент и жгутов при намотке создает естественное давление опрессовки.
По некоторым сведениям из литературы, применяется и такой режим отверждения эпоксидных смол;
– выдержка намотанного изделия в течение 24 часов при комнатной температуре;
– подъем температуры до 85 °С и выдержка в течение 8... 16 часов.
При таком режиме отверждения лучше насыщается смолой элементарное волокно, что способствует повышению адгезии на границе матрица -наполнитель и, в конечном итоге, прочности пластика.
После охлаждения производится разрезка пакета стеклопластик + углепластик и съем с оправки с помощью тех же приспособлений, что и просто для углепластика. Следует заметить, что поверхность силовой оболочки из стеклопластика, кроме торцов, механической обработке не подвергается. Необходимая толщина ее достигается количеством проходов при намотке, т. е. слоев.
Выполнив все операции контроля качества, оговоренные документацией, направляют раструбы, теперь их два, на сборку соплового блока.
Мы подробно рассмотрели технологию изготовления раструба (выходного конуса) методом намотки. Описанный техпроцесс является типичным и для получения этим методом изделий из других пластиков.
Но кроме выходного раструба углепластик применяется в РДТТ и в других деталях, в том числе для изготовления входных «воротников» соплового блока, наружной теплозащиты утопленной части сопла, некоторых облицовок и т. п. На твердотопливных ускорителях ракеты «Шаттл» углепластик применен в качестве вкладыша критической части сопла, где разгар по радиусу доходит до 15 мм. Конечно, для боевых ракет такое недопустимо.
При изготовлении воротников и других деталей РДТТ небольшого размера используется и прессовый метод, заключающийся в следующем.
Специально раскроенные заготовки из угольного тканевого препрега (заранее пропитанного материала) укладываются в пресс- форму, изготовленную по форме и размерам детали. Для деталей соплового блока применяются феноло-формальдегидные или фура- новые смолы. Поликонденсация (отверждение) производится под прессом при давлении от 20 до 140 кгс/см2 (2... 14 МПа). Режим - обычный для этих смол: подъем температуры до 80 °С, выдержка в течение двух часов или более - в зависимости от толщины стенки детали. Затем температура доводится до (150 ± 5) °С, при ней изделие выдерживается из расчета 10...30 мин на 1 мм толщины стенки, если общая толщина не более 50 мм, и 5...15 мин, если она больше.
Как было сказано выше, углепластик, который применяется для раструба РДТТ, имеет название УПА - 3. Кроме него созданы другие углепластики, которые при меньшей плотности имеют те же эксплуатационные характеристики, что и УПА-3, например, УП - УТ - ПУ. Он формуется на связующем ФН (феноло-формальдегид) прессовым или гидроклавным методом. Тогда углепластик имеет соответствующую маркировку: УП - УТ - ПУ - П или УП - УТ - ПУ - Г(А). Она расшифровывается следующим образом: углепластик - углетрикотаж - пироуглерод - прессовый. Это значит, что здесь применяется трикотажная лента или ткань, волокна которой покрыты пироуглеродом, формование прессовое, а во-втором - гидроклавное или автоклавное. Покрытие волокон пироуглеродом способствует повышению их эрозионной стойкости и механической прочности.
Ленты носят название УТЛ - углетрикотажная лента и УТЛ - ПУ - углетрикотажная лента с пироуглеродом, о котором будет сказано ниже. Конечно, УТЛ - ПУ - более дорогая лента, поэтому применяется для ответственных деталей соплового блока РДТТ. Для обычных углепластиков берется лента типа УТЛ.
В табл. 22 приведены теплофизические и физико-механические свойства материала УПА-3 (углепластик автоклавного отверждения).
Из таблицы видно, что теплопроводность материала в направлении расположения слоев значительно выше ее в направлении, перпендикулярном расположению слоев; прочность на сжатие незначительно отличается по направлениям.
С повышением температуры вплоть до 2500 °С механические характеристики возрастают, не сильно понижаясь и при дальнейшем ее увеличении. Степень черноты, т.е. коэффициент излучения изменяется от 0,83 при температуре 1200 °С до 0,92 - при температуре 3000 °С.
Указанные свойства углепластиков и характер их изменения обусловливают применение этих материалов при очень высоких температурах, которые имеют место в сопле при работе твердотопливного двигателя на смесевых топливах.
Долгое время для защиты головных частей от аэродинамического нагрева на «пассивном» участке траектории применяли материалы типа асботекстолита, стеклотекстолита, в том числе и на основе кварцевых волокон. Иногда в теплозащитное покрытие вводили аблирующие добавки, такие как нитриды, карбиды и другие наполнители, диссоциирующие при высоких температурах или сублимирующие. Но, в связи с возрастанием для некоторых типов головных частей скорости входа в плотные слои атмосферы и, соответственно, температуры поверхности ТЗП, применение кремнеземных пластиков становится неэффективным. А если все таки их применять, то для этого потребуется значительное увеличение толщины ТЗП и массы головной части. Объясняется это тем, что расплав кремнезема, который был главным защитным средством при ранее имевших место температурах, при более высоких температурах и скоростях сильно уносится, и эффективность покрытия на его основе падает. Это привело к необходимости применения углепластиков для тепловой защиты не только головных частей, а и других объектов: они наиболее полно реализуют свои энтальпийные характеристики именно при очень высоких температурах.
Для оценки эффективности теплозащитных покрытий вводится показатель
 ,
,
где G - показатель эффективности; ρ - плотность материала, кг/м3;
a - коэффициент теплообмена, Вт/град; v - скорость уноса материала, м/с.
Чем меньше G, тем лучше ТЗП. Так для покрытия СТКТ-НА (стеклотекстолит, кварцевая ткань, намоточный, автоклавный) он составляет 0,9... 1, для углепластика УП-Т - 0,5...0,6.
Тенденция перехода со стеклотекстолитов на углепластики наблюдается не только в отечественной технике, а и за рубежом, например, на МБР типа «ТРАЙДЕНТ», «МХ».
| Ɛ, % | 0,1 | 0,18 | 0,27 | 0,51 | 1,84 | *индэксǁ– параллельно слоям в материале; | **индэкс |–перпендикулярно слоям в материале. | Обозначения: λ – коэффициент теплопроводности; ɑ – коэффициент термического расширения; С – удельная теплоемкость; σв, σсж, σиз. –прочность при растяжении, сжатии, изгибе соответственно; E – модуль упругости; Ɛ – относительное удлинение. | |
| σиз., МПа | 14,5 | 16,5 | 16,7 | 21,0 | 19,5 | ||||
| σсж. |, МПа | 25,0 | 27,5 | 31,5 | 35,0 | 32,5 | 30,5 | |||
| σсж.ǁ, МПа | 22,0 | 27,5 | 31,5 | 31,5 | 32,5 | 30,5 | |||
| Еǁ·102, МПа | 7,5 | ||||||||
| σвǁ, МПа | 7,5 | 8,5 | 10,0 | 12,0 | 12,5 | ||||
| ɑǁ·106, 1/К | 0,7 | 1,3…2,6 | 1.6…2,9 | 2…2,5 | |||||
| С, кДЖ/(кг·К) | 0,68 | 1,8 | 2,14 | 2,17 | 2,19 | ||||
| ɑ|·106, 1/К | 4,4 | 5,2 | 7,9 | 7,9 | 7,0 | ||||
| λ|**, Вт/(м·К) | 4,8 | 7,4 | 8,1 | ||||||
| λǁ*, Вт/(м·К) | |||||||||
| T, oC |
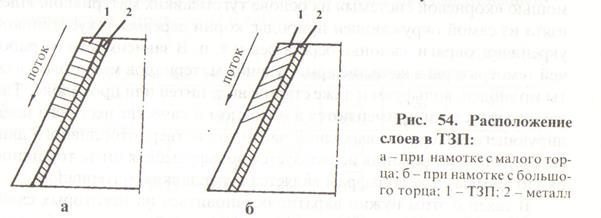
Как правило, на головных частях применяется кольцевая намотка теплозащитного покрытия с помощью ленты. При этом стремятся к тому, чтобы слои покрытия располагались не параллельно образующей конуса, а под углом, с тем, чтобы унос ТЗП был минимальным при движении ГЧ в плотных слоях атмосферы. Наилучшим является вариант намотки, когда слои располагаются перпендикулярно к образующей, но технологически осуществить это практически невозможно. При намотке с малого диаметра конуса прямой лентой слои располагаются под тупым углом по отношению к газовому потоку (рис. 54, а). При намотке с большого торца слои в ТЗП располагаются под острым углом к направлению движения ГЧ, т. е. «за потоком» (рис. 54, б). Понятно, что унос покрытия при расположении слоев по варианту «б» будет меньше, а эффективность ТЗП выше. Предполагается, что в настоящее время, как в нашей стране, так и за рубежом, применяется намотка покрытия с большого торца, хотя технология при этом значительно усложняется.
В настоящей главе этот материал не рассматривается, так как она посвящена в основном технологии РДТТ.
Кроме выходных раструбов, головных частей, углепластики применяются для входных деталей соплового блока, в том числе для воротника, каски. Эти детали получаются путем выкладки заготовок ткани, пропитанной связующими, в пресс-форме с дальнейшим формованием и поликонденсацией под прессом при давлении до 140 кгс/см2 и температуре (155 + 5) °С. Время выдержки при максимальной температуре составляет 20 мин на 1 мм толщины материала. Плотность таких углепластиков равна 1,35...1,45 г/см3 (1 350...1 450 кг/м3), прочность на сжатие 800 кгс/см2. Методы изготовления углепластиков и техпроцессы являются типовыми для других пластиков [32 - 38].
Появление углепластиков стало возможным после создания углеродных волокон и всевозможных полуфабрикатов на их основе: нитей, жгутов, лент и тканей различного плетения (сатиновое, трикотажное, объемное). Теплозащитные покрытия и конструкции на основе углеродных волокнистых материалов позволили повысить несущую способность, эрозионную стойкость изделий, лучше реализовать энтальпийные характеристики ТЗП при абляции. Но несмотря на то, что углепластики оказались лучше, чем ТЗП на основе асбеста, кварца со связующим на основе феноло-формальдегидных и фуриловых (фурфурольных) смол, они все же имеют недостаточную эрозионную стойкость и не полностью реализуют свои высокие энтальпийные характеристики.
С целью повышения эрозионной стойкости углепластиков группой ученых ИПМ АН Украины во главе с доктором технических наук Д. М. Карпиносом было предложено «укрепить» эти материалы с помощью «корневой системы» на основе тугоплавких материалов. Идея взята из самой окружающей природы: корни деревьев и кустарников укрепляют овраги, склоны, берега рек и т. п. В зависимости от рабочей температуры в качестве армирующих материалов могут быть взяты молибден, вольфрам и даже стали в виде нитей или проволоки. Так как углепластики применяются в основном в качестве несущего и аб- лирующего материала выходной части сопла твердотопливного двигателя, для армирования используется вольфрамовая нить, толщиной около 80 мкм, т. к. вольфрам является тугоплавким материалом.В связи с этим нужно вкратце остановиться на некоторых свойствах вольфрамовой нити. Она, как и компактный материал, обладает высокими прочностными свойствами, жесткостью и жаропрочностью. К недостаткам можно отнести высокую плотность (19,3-103 кг/м3) и низкую жаростойкость. Но второй недостаток углепластика легко преодолевается, так как, во-первых, вольфрам находится при работе в восстановительной среде (СО и С02) а , во-вторых, время работы углепластиков в РДТТ не превышает 100 с.
Напомним некоторые показатели свойств вольфрама: Тпл.= 3 683 К; Ткип = 6203 К; теплоемкость с = 0,15 кДж/(кг-К); теплопроводность λ293 = 130 Вт/(м К); коэффициент теплового расширения ɑ = (4,76-10'... 5,6-10"6) 1/К.
Технология производства нити или проволоки в начальной ста
дии, как и для компактного материала, основана на методах порошковой металлургии, которые подробно будут рассмотрены ниже в соответствующем разделе. Схема ее состоит в следующем:
- холодное прессование штабиков из порошков вольфрама;
- спекание штабиков в водороде;
- прогрев металла с целью сварки состыкованных штабиков при температуре, близкой к температуре плавления, путем пропускания тока.
- высокотемпературная обработка давлением: ротационная ковка, прокатка;
- гидростатическое высокотемпературное выдавливание для получения прутковой заготовки;
- волочение с целью получения проволоки диаметром 2,5... 3 мм;
- волочение проволоки на барабанных станках при температуре 1173...1273К;
- отжиг в газовом пламени, в водороде;
- освобождение от смазки и т. д.;
- окончательная намотка на катушки и упаковка.
Механические свойства вольфрамовой проволоки при повышенных температурах приведены в табл. 23.
Таблица 23
Дата добавления: 2015-07-10; просмотров: 2844;