ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ УГЛЕПЛАСТИКОВ
Подготовка оснастки.В общем случае пуансон и матрица пресс- формы или оправка тщательно очищаются от остатков смолы, загрязнений и т. п. Затем на них наносится специальная смазка ЦИА- ТИМ-221 или другая теплостойкая смазка в два слоя: первый слой сушится при температуре цеха на воздухе в течение одного часа, второй - при температуре 100 °С в течение двух часов.
Если углепластик наносится как ТЗП на какую-нибудь деталь, то последняя подвергается опескоструиванию с помощью кварцевого песка. Эта операция выполняется на специально оборудованном участке, который, как правило, обслуживает все цехи машиностроительного завода. После опескоструивания деталь обезжиривается бензином и сушится в течение 10... 15 мин.
Пропитка материала смолой.Производится на специальных пропиточных машинах непрерывного действия или вручную. Перед пропиткой ткани или ленты просушиваются при температуре 120... 150 °С до получения содержания влаги в них 1,5 % (ОСТ 09-3 - 78). Просушенные материалы хранятся в полиэтиленовых или полихлорвиниловых пакетах, без упаковки - в печи при температуре 40...60 °С.
Вязкость связующего при пропитке по стандартному вискозиметру ВЗ - 4 составляет 40...60 с. Измерение ее с помощью названного
прибора в соответствии с ГОСТ 9070-75 заключается в следующем:
|
Машина для механизированной пропитки включает в себя пропиточное устройство и вертикальную теплоизолированную шахту, в которой производится подсушка ткани или ленты (рис. 45).
|
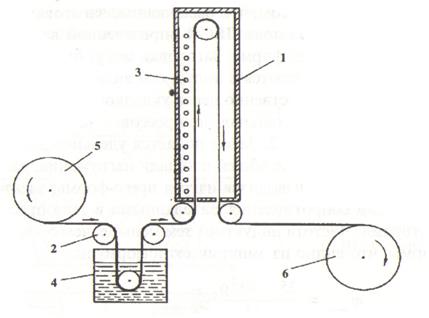
Шахта разбита по высоте как бы на три температурные зоны:
1- температура 20...40 °С - находится внизу;
2- температура 40...60 °С - находится в центральной части шахты;
3- максимальная температура 80 °С - находится в верхней части шахты.
Нужно отметить, что при пропитке строго выдерживается заданная скорость движения ткани или ленты и температура по зонам. Пропитанные материалы нельзя перегреть, так как при этом произойдет частичное или полное отверждение смолы. Обычно пропитанные материалы не должны послойно слипаться при хранении.
Пропитанные и просушенные материалы хранятся в рулонах, бобинах или катушках в полиэтиленовых мешках в прохладном месте зимой и в специальных холодильных камерах летом.
Дата добавления: 2015-07-10; просмотров: 1347;