ОБЩАЯ СХЕМА СБОРКИ СУМОК
Заготовительные операции:
1. Декоративная отделка деталей.
2. Дублирование деталей верха картоном, пенополиуретаном.
3. Изготовление клапанов.
4. Изготовление наружных карманов.
5. Изготовление накладок, ремней, гортов, запряжников, цупферов, ручкодержателей.
6. Изготовление ручек.
7. Изготовление подкладки.
8. Изготовление фальд.
9. Соединение разрезных деталей сумок.
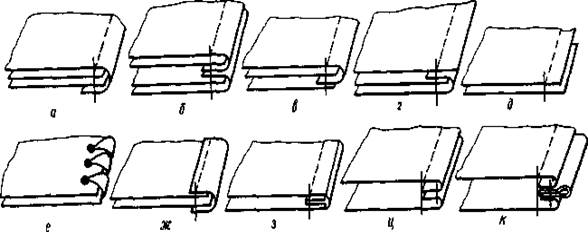
Рис. Способы обработки краев клапана:
а— загибка; б — двойная загибка; в, г — односторонняя загибка; д —в обрезку; е —в оплетку; ж — окантовывание; з —в обрезку с кедером; и — тачной шов; к — тачной шов с кедером
Сборочные операции:
1. Соединение стенок с ботаном или клинчиком.
2. Пристрачивание клапана к задней стенке.
3. Постановка фурнитуры.
4. Встрачивание подкладки в корпус.
5. Постановка ручек.
6. Отделка.
7. Маркирование.
8. Контроль качества.
Для изделий некоторых видов и различных моделей последовательность сборки может меняться, а отдельные узлы могут отсутствовать.
Методы обработки узлов сумок различны. Они зависят от конструкции изделия, применяемых материалов, наличия соответствующего технологического оборудования. Разнообразие методов обработки изделий не улучшает их качества и отрицательно влияет на рост производительности труда, так как затрудняет комплексную механизацию и автоматизацию технологических процессов. В связи с этим в промышленности ведется работа по унификации методов обработки и сборки деталей и узлов изделий различных видов.
Унифицированная технология изготовления предусматривает единые, наиболее рациональные методы обработки. Внедрение унифицированной технологии позволяет наряду с улучшением качества изделий значительно повысить производительность труда.
Особенности обработки различных видов сумок по унифицированной технологии будут рассмотрены при изложении поузловой обработки.
Технологические операции сборки сумок описаны ниже.
Изготовление клапанов.
Конфигурация клапанов зависит от конструкции изделия и может быть разнообразной. Как правило, клапан состоит из двух деталей: верха и подкладки.
Края детали верха и подкладки клапана можно обработать в обрезку или взагибку. Подкладка клапана может быть выполнена из материала верха или ткани.
При обработке подкладки в обрезку (рис. а) по периметру детали из бумаги наносят клей и наклеивают ее на изнаночную сторону подкладки вровень с краями, обработанными в обрезку.
При изготовлении подкладки с краями, обработанными взагибку (рис. б), на деталь из бумаги наносят клей по периметру и наклеивают ее на изнаночную сторону подкладки по разметке. На наклеенную бумагу по периметру наносят клей и загибают края ткани на бумагу. Углы подрезают или укладывают в мелкие складки. Ширина клеевого шва 4—5 мм. Ширина кромки под загибку 7—8 мм.
После постановки замка-отрывки на подкладку клапана с предварительно наклеенной усилительной накладкой по периметру подкладки клапана со стороны основы наносят клей, наклеивают подкладку на клапан, ровняя края, и затем прострачивают клапан с трех сторон на швейной машине кл. 1862. Частота строчки 3:— 4 стежка на 1 см для хлопчатобумажных ниток и 2,5—3,5 стежка для лавсановых и армированных.
После загибки нижнего края клапана на подкладку устанавливают клапанные замки на прессах ПК-КГ, УКГ-3, УМП-1.
Заключительной операцией по изготовлению клапана является прикрепление ручек и металлической фурнитуры.
Дата добавления: 2015-08-11; просмотров: 6487;