Сымдайтын орнақ құрылымы
Бастапқы бұйымның өлшемдері мен қима пішінін өзгерту мақсатында шыбықты тесік арқылы тартажону кезіндегі металдың плстикалық деформациялануын қамтамасыз ететін машиналарды сымдайтын орнақтар деп атайды. Олардың негізгі элементтері болып сымдағыш құрал мен тартқыш құрылғы табылады. Сымдайтын орнақтың жұмыс принципі тартқыш құрылғының жұмыс сипатымен анықталады. Орнақтар металды түзусызықты тартажонатын (шынжырлы, төрткілдешті, гидравликалық және т.б.) және атанаққа орайтын (атанақты) болып келеді. Машиналардың алғашқы типі пішінді бұйымдарды сымдауға қолданылады, өйткені оларды олардың көлденең қимасының үлкендігіне немесе қима пішінінің бұзылып кетуі қауіпіне байланысты бумаға орау мүмкін емес. Атанақты сымдайтын орнақтар сымды сымдауға, сонымен қатар қара және түсті металды тұтас және қуыс бұйымдарды (егер олардың көлденең қимасы өзгеріске ұшырамайтын болса) сымдауға арналған.
Түзусызықты сымдайтын орнақтарды көбінесе шынжырлы қылып жасайды. Мұндай орнақтардың (Сурет 22.2) негізгі элементтеріне тұғыр 3, шексіз шынжыр 2, қарпығышы бар арбаша 4, сымдауышты бекітуге арналған тіреуіш 5, қозғалтқыш және қозғалыс беруге арналған механизмдер жатады. Шынжырлы орнақтардың қазіргі заманғы құрылымдарында автоматты түрде қарпығышы бар атанақты кері қайтаруға, құбырды құралбілікке кигізге және оларды сымдағаннан соң лақтырып тастауға арналған құрылғы, шыбықтарды автоматты қарпу жәнеғ т.б. бар. Шынжырлы орнақтардағы тартажонылатын бұйым ұзындығы тұғырдың өлшемімен шектеледі және көпшілік жағдайда 15 м. аспайды. Бірақ та кейбір орнақтарда шыбықтар мен құбырларды 50 м дейін кермелеуге болады.
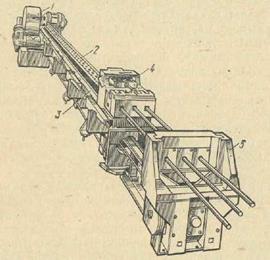
Сурет 22.2 - Шынжырлы көпшыбықты сымдайтын орнақтың жалпы көрінісі
Шынжырлы орнақтардың сымдауыш күшін 5-тен 1500 Н дейін қылып жасайды. Олардағы сымдау жылдамдығы қысқа (5...8 м шамасында) шыбықтарды өңдеу кезінде 0,03....0,65 м/с, ұзын шыбықтарды сымдау кезінде 1,5....2 м/с құрайды. Соңғы жағдайда сымдау жылдамдығын автоматты реттеу қарастырылған, өйткені тартқыш арбашаны үлкен жылдамдықты іске қосу сымдаудың алғашқы кезеңінде шыбықтың үшкірленген алдыңғы ұшының үзілу мүмкіндігін арттырады.
Сымдайтын орнақтардың өнімділігін арттыру үшін көп тармақты (көп шыбықты) сымдау қолданылады. Егер бір мезгілде таражонылатын шыбықтар саны бестен аспайтын болса, онда сымдағыштарды горизонталь жазықтыққа орналастырады, ал егер бестен көп болса , онда сымдағыштарды вертикаль жазықтыққа бір қатарға орналастырады.
Атанақты орнақтарды олардың жұмыс сипаты мен атанақтар санына байланысты бір бірәрекетті нмесе бір атанақты және көпәрекетті немесе көп атанақты деп бөледі. Олар сымдау тәсіліне байланысты көпәрекетті сырғанаусыз жұмыс істейтін, көпәрекетті сырғанаумен жұмыс істейтін және көпәрекетті қарсы керілумен жұмыс істейтін болып бөлінеді.
Бірәрекетті орнақтар жуан сымдарды сымдау кезінде және диаметрлері 4-тен 25 мм дейінгі шыбықтарды сымдауда жиі қолданылады. Металды атанаққа жинау тәсіліне байланысты орнақтар атанағы вертикаль және горизонталь орналасқан болып жасалады. Соңғы жағдайда металды салу мен буманы атанақтан алу оңай болады. Атанақ диаметрі тартажонылатын бұйым қимасының өлшемі мен пішініне байланысты анықталады. Мысалы сым диаметрі 4 мм болғанда атанақ диаметрін 450 мм, шыбық диаметрі 25 мм болғанда атанақ диаметрі 1000 мм болып алынады.
Дата добавления: 2015-08-26; просмотров: 1197;