Дәріс. Әртүрлі илемдеу орнақтарына қысқаша сипаттама
Қаңылтырды суықтай илемдеуге арналған алты қапасты орнақ. Қарағанды металлургия комбинатында (қазіргі Митталл-Стил) бұрынғы КСРО-да қаңылтырды шексіз суықтай илемдеуге арналған жалғыз 600/1400×1400 алты қапасты үздіксіз орнағы қондырылған. Бұл орнақтың шығаратын өнімі қалыңдығы 0,1-0,6 мм, ені 700-1250 мм қаңылтыр болып табылады. Ол қалыңдығы 1,8-2,5 мм аз көміртекті (0,08-0,1%С) ыстықтай илемделген болат тілкем, оралған орамдық массасы 30т дейін, илемдеу жылдамдығы 18-30 м/с (тілкем қалыңдығына сәйкес).
Илемдеу процесі екі тәсілмен жүзеге асуы мүмкін:
а) ыстықтай илемделген жеке орамдықты илемдеу (үзілмелі процесс);
б) бірнеше орамдықты ыстықтай илемделген тілкемдерді бір-біріне пісіріп жалғай отырып үздіксіз ұзақ уақыт илемдеу (шексіз илемдеу). Бұл тәсіл жаңа болып саналады және мынадай артықшылықтары бар: ұзақ уақыт бойы илемдеу процесінің тұрақтылығы, илемделген өнім сапасының жоғарылығы (ұзындығы және ені бойынша әр түрлі қалыңдылықтың азаюы), пішінбіліктер шығынының (тозуының) кемуі, илемдеу процесін толық кешенді автоматтандыру мүмкіндігінің болуы және орнақ өнімділігінің артуы.
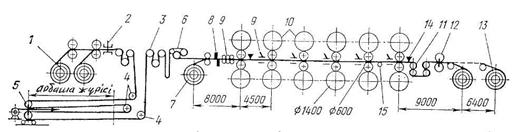
1-орам тарқатқыштар; 2-түзеткіш машина; 3-электрлі түйістіруші машина; 4-бағыттауыш роликтер; 5-арбашадағы тартқыш роликтер; 6-беріп тұратын роликтер; 7-орамтартқыш (үзілмелі процесс үшін); 8-гильотин қайшысы; 9-бағыттауыш үстелдер; 10-жұмыстық қапастар (төрт пішінбілікті 600/500×1400); 11-тартқыш роликтер; 12-айналмалы қайшы; 13-орауыштар; 14-қалыңдық өлшегіш; 15-керілісті өлшегіш.
Сурет 20.1 - Қаңылтырды «шексіз» илемдейтін алты қапасты орнақ 1400 сұлбасы
Илемдеу процесінің ұзақ мерзім үздіксіз жүруін қамтамасыз ету үшін орнақтың бас жағында орамдықтардың ұштарын бір-біріне түйістіріп пісіруге арналған машина қондырылған; пісіру кезінде илемдеу процесі тоқталмайды, тілкемді жерасты жинақтауышынан алады; одан ары қарай орамтартқыш жылдамдығы артып, жинақтауыштағы тілкем қоры (400м) қалпына келеді.
Орнақтың соңғы қапасынан шығатын үздіксіз қозғалыстағы жұқа тілкем даңғырлы айналмалы қайшысымен қырқылып, екі орауышпен (кезек-кезек) қажетті массаға дейін орамдық жасап оралады. Орамдықтар жіңішке таспамен байланып, шынжырлы тасымалдағыш көмегімен босаңдауға жіберіледі және содан соң екі қапасты орнаққа жаттықтыруға және өте жұқа қаңылтыр илемдеуге жіберіледі (0,08мм-ге дейін).
Орнақтың орташа өнімділігі-800 мың т/жыл. Механикалық жабдықтың массасы-6000т.
Вакуумды орнақ. Қиын балқитын олардың қорытпалары және биметалдар 500-600С жоғары температурада тез тотығып, газдармен (О,N,Н және т.б.) қанығады, бұл металдың физика-механикалық қасиетін төмендетеді. Көпшілік жағдайларда мұндай металдар мен қорытпаларды тотығу мен газбен қанығуды сақтайтын арнайы шаралар қолданбай атмосферада ыстықтай илемдеу мүмкін емес. Мұндай мәселенің басты шешімі болып ыстықтай вакуумда немесе инертті газдар (Аr, Не) ортасында жүргізу.
1-итергіштер; 2-вакуумды құлып-қақпалар; 3-арбашада орналасқан пештік вакуум камера; 4-манипулятор; 5-жұмыстық вакуум камера; 6-металды пішінбілікке беру механизмі; 7-жұмыстық қапас
Сурет 20.2 - Вакуумды орнақ 300:
ВНИИметмаш жобалаған вакуумды илемдеу орнағы қиын балқитын металдар мен қорытпаларды 17000С температурада вакуумда (немесе инертті газдар ортасында) реверсті ыстықтай илемдеуге арналған. Дайындаманың бастапқы өлшемдері: h=25 мм, В=200 мм дейін, ұзындығы 500 мм дейін; тілкемнің ақырғы өлшемдері; қалыңдығы 1 мм дейін, ұзындығы 750 мм дейін, ал ені өзгеріссіз.
Орнақ екі пішінбілікті жұмыс қапасынан тұрады, пішінбілік диаметрі 400 мм және бөшке ұзындығы 300 мм; пішінбілік қуаты N=70кВт (n=540 айн/мин) тұрақты токты электрқозғалтқыштан, үш сатылы біріктірілген редуктор-тістегеріштік қапастан (жалпы беріліс саны i=2,54×3,95×4,5×1,0=45) және әмбебап айналдырықтан жетектеледі; жалпы көлемі 3,2м3 қос вакуумды камерадан және камерада вакуум тудыратын жүйеден (вакуумдық сораптар) тұрады. Илемдеу жылдамдығы 0,1-0,5 м/с.
Вакуумды кеңістік екі камерадан тұрады-жұмыстық және пештік, олар өзара вакуумды құлып-қақпалармен жалғасқан. Жұмыстық камера жұмыс қапасының станиналары аралығында (яғни жұмыс қапасының ішкі жағында) орналасқан және қапаспен ортақ тақтайға бекітілген; пішінбіліктер бөшкесі камераның ішінде қалады; камераның қымтылуы пішінбіліктер мойыншасына кигізілетін арнайы вакуумды резеңкеден жасалған қымтағыш сақиналары бар ернемек (фланец) арқылы жүзеге асырылады, олар жастықша шеті мен камера қабырғасы аралығына орналасқан. Камера ішіндедайындаманы пішінбіліктерге беріп тұруға және бұруға арналған иінтіректі (рычагты) құрылғы орналасқан, сонымен қатар пішінбілікті қыздырғыштар бар.
Құймакесексіз илемдеу агрегаттары. Агрегат БП-8×1600 қалыңдығы 8мм, ені 1600 мм дейінгі алюминий тілкемін құймакесексіз тікелей сұйық металдан илемдеу үшін арналған.
Сұйық металл шамамен 6800С температурада миксерден аралық ваннаға 1, одан ары шегенделген металл өткізгіш 2 бойымен саптама 3 арқылы пішінбіліктерге 4 астыңғы жақтан үздіксіз беріліп тұрады. Металды кристалдану аймағына (пішінбіліктер арасына) берудің мұндай тәсілі (сифонды) металды ауадағы оттекпен тотығудан сақтайды. Пішінбіліктер арасындағы саңылауда пайда болатын металл қабығы пішінбіліктермен жаншылады; жоғары қарай шыққан тілкем Б 5000С шамасында бағыттаушы роликтер 6 көмегімен түзеткіш машинаға 7 беріліп, одан ары қарай дискілі қайшымен 8 тілкемнің бүйір жиектері қырқылады, ал көлденең қайшымен 9 алдыңғы тегіс емес ұшы қиылады; аралық роликті үстелде 10 тілкем суытылады және түзеткіш машинадан 11 өткен соң орауышқа 12 жіберіліп, онда массасы 30т дейінгі орамдықтар жасалады.
Тілкемнің пішінбіліктерден шығу жылдамдығы-1,5 м/с дейін, агрегат өнімділігі-1,5 т/сағ дейін; жабдық массасы-160 т, агрегат ұзындығы-22м.
Құймакесексіз илемдеуге арналған орнақ жұмыстық қапастан тұрады, оның горизонталь пішінбіліктері екі әмбебап айналдырықпен қуаты 80 кВт тұрақты токты электрқозғалтқыштан редуктор мен тістегеріштік қапас арқылы айналысқа түседі. Пішінбіліктер құрсауланған, құрсауды суытып тұру үшін пішінбілік ішіне үнемі су беріліп тұруы қажет.
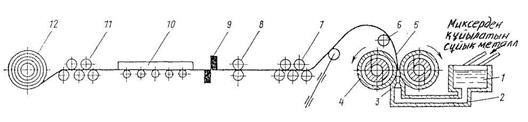
1-аралық ванна; 2-металл өткізгіш; 3-саптама; 4-пішінбіліктер (суытылатын); 5-тілкем; 6-бағыттауыш роликтер; 7-түзеткіш машина; 8-дискілі қайшы; 9-көлденең айналмалы қайшы; 10-аралық роликті үстел; 11-түзеткіш тарту машинасы; 12-орауыш.
Сурет 20.3 - Алюминийді құймакесексіз илемдеу агрегаты
Пішінбіліктер жастықшасында қапастың бір шетінде гидравликалық басқыш құрылғысы бар. Саңылаулы саптамасы бар металл өткізгіш жоғары қарай көтеріліп пішінбіліктер бетіне тығыз кептеледі. Орамдықтан ораманы алғанда және гильзаны оратқанда илемдеу процесі тоқтатылмайды: пішінбіліктерден шығатын тілкем үлкен ұзақ болып қалыптасуы және ол тұрақты реттегішпен бақыланады. Әдетте цехта 6-8 агрегатқа дейін орнатылады.
Планетарлы орнақ. Планетарлы орнақтарда жетекші екі тіреу пішінбіліктерінің айналасында астыңғы және үстіңгі планетарлы роликтер айналып тұрады, олардың мойынтіректері синхронды айналатын бүйірлік құрсамаларға (сепараторға) орнатылған. Сонымен, пішінбіліктер сұлбасы сырттай, сыртқы сақинасы жоқ кәдімгі цилиндрлі роиликті мойынтірекке ұқсас, сыртқы сақина қызметін деформацияланатын металл атқарады (оның горизонтальды жылдамдығы өте аз). Диаметрі шағын әрбір жұмыс ролигі (планетарлы) тек металдың жұқа қабатын ғана (0,2-0,4мм) сына доғасының айналасында деформациялай алады, бірақ уақыт бірлігі аралығында деформация аумағынан бірнеше роликтер жұбы (50-100жұп/мин) өтетіндіктен металдың бір өтпе кезіндегі жиынтық деформациясының мәні өте жоғары болып келеді: жаншылу 90-95 %-ке дейін, ұзару 10 – 20 % жетеді; Қарапайым орнақтарда мұндай деформация дәрежесін алу үшін 8 – 15 өтпе жасау қажет болар еді.
Үстіңгі және астыңғы планетарлы роликтердің синхронды айналуын қамтамасыз ету үшін олардың бүйір құрсамаларына тісті тәж орнату қарастырылған, олар іліністе болады және жетектермен жабдықталған. Сонымен, тік жазықтықта тіреу пішінбіліктерінің центрі арқылы, белгілі уақыт аралығында бір жұп роликтер (біреуі үстіңгі және екіншісі астыңғы) қиып өтеді.
1-планетарлы роликтер; 2-жетекші тіреу роликтер; 3-әперіс роликтер; 4-қыздыру пеші; 5-бастапқы қалың тілкем; 6-түйісу жері (тілкемнің пісірілген жері); 7-бағыттауыш өткізгіштер; 8-кергіш ролик; 9-тегістегіш білікше; 10-орағыш.
Сурет 20.4 - Планетарлы орнақ
Әдебиеттер:нег. 1 [148-153], 2 [314-350], 4 [210-298]; қос. 2 [191-260].
Бақылау сұрақтары:
1. Үздіксіз алты қапасты орнақтың құрылымдық ерекшеліктері неде?
2. Планетарлы орнақтардың құрылымдық ерекшеліктері.
3. Вакуумды илемдеу орнақтарын қолдану ерекшелігі неде?
4. Құймакесексіз илемдеу арегаты дегеніміз не?
5. Планетарлы орнақтың кемшіліктері қандай?
Дата добавления: 2015-08-26; просмотров: 2458;