Илемдік орнақтардың жіктелуі.
Жұмыс қапастарының орналасуы бойынша. Жұмыс қапастарының орналасуына байланысты илемдік орнақтар бес топқа бөлінеді: бір қапасты, желілі көп қапасты, тізбекті, жартылай үздіксіз және үздіксіз (Сурет 2.12).
Бір қапасты орнақтар (Сурет 2.12, а.) құрамында бір жұмыс қапасы және пішінбіліктер жетегінің тізбегі бар. Жетек құрамына айналдырықтар, тістегеріштік қапас, редуктор, муфталар және бас электрқозғалтқыш кіреді.
Бір қапасты орнақтар құрылымы қарапайым. Пішінбілік жетегінің тізбегіне кіретін жабдықтар жұмыс қапастары күрделі орналасқан орнақтарда негізінен қайталанады. Бұл орнақтар тобына блюмингтер мен слябингтер, үш және төрт пішінбілікті қалың табақты және әмбебап орнақтар жатады.
Желілі орнақтар (Сурет 2.12, б,в,г.). Бұл орнақтардың жұмыс қапастары бір, екі, үш және одан да көп желілер бойымен орналасқан және де әрбір желі өзінше жеке электрқозғалтқыштан немесе бірнеше желі бір электрқозғалтқыштан қозғалыс алады. Мұндай типті орнақтар кері қимылсыз; оларды сымтарту, сортты, рельс-арқалықты және қалың табақты орнақтар түрінде қолданады.
Тізбекті орнақтар. Илемделетін тілкем орнақтың қапасынан бір рет қана өтеді, сондықтан мұндай орнақтардың қапастар саны максимал өтпе санына тең болуы керек. Цех ұзындығын қысқарту мақсатында қапастарды бірнеше қатарға орналастырады, мысалға үш немесе одан да көп қатарға(Сурет 2.12,з), тізбекті кросскоунтри, тізбекті шахматты орналасқан (Сурет 2.12,и)
Әрбір қапаста илемдеуден өткен соң тілкем ұзындығының өсуіне байланысты қапастар аралығының арақашықтығы да біріншісінен соңғысына қарай өсіп отырады. Тілкем ұзындығының өсуіне сәйкес пішінбіліктердің айналу жылдамдықтары да өседі. Мұндай орнақтар орташа өлшемдегі сортты пішіндерді илемдеуге қолданылады.(өнімділігі 300-900т/сағ)
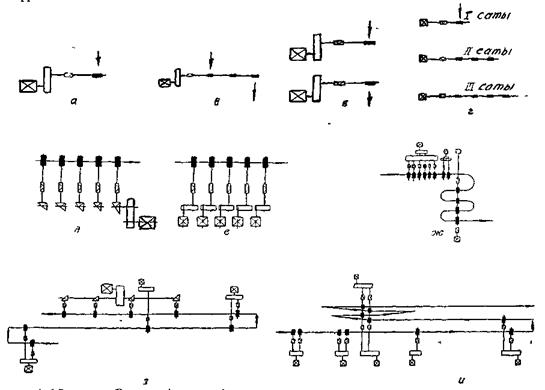
Сурет 2.12 - Әртүрлі илемдік орнақтардың жұмыс қапастарының орналасу сұлбасы:
а – бір қапасты; б-желілі; в-қосарланған; г- сатылы; д-үздіксіз топтасқан жетекті; ж-жартылай үздіксіз; з-тізбекті қайталамалы; и-шахматты.
Жартылай үздіксіз орнақтар екі топтан құралған қапастардан тұрады:
үздіксіз және желілі (Сурет 2.12,ж)
Мұндай орнақтарда тілкем қапастардың бір тобынан үздіксіз (үздіксіз илемдеу деп- илемдеу кезінде тілкемнің бір мезгілде екі немесе одан да көп қапастарда болатын илемдеуді айтады), ал екінші тобында тілкем ілмек қалыптастырып илемденеді.
Жартылай үздіксіз орнақтар майда сортты және сымды илемдеу үшін қолданылады. Мұндай орнақтардың өнімділігі 100-400 мың.т/жыл.
Үздіксіз орнақтар. Үздіксіз орнақта илемдеу барысында металл бір мезгілде бірнеше қапаста болады, сондықтан пішінбіліктердің айналу жылдамдығы секундтық көлем тұрақтылығының шарты сақталатындай болып таңдалады.
F1 V = F2 V2 = F3 V3 = const,
мұндағы F1, F2, F3 - тиісті қапастардың шығарысындағы металдың көлденен
қимасының ауданы;
V1, V2, V3 - осы қапастардың пішінбіліктерінен шыққан кездегі тілкем
жылдамдығы.
Секундтық көлем тұрақтылығы шартының орындалмауы қапасаралық керіліс немесе іркіліс тудырады. Керілісті реттеу үшін әртүрлі ілмекұстағыштар және айналу жылдамдықтары автоматты қалыптылықпен реттелетін тұрақты тоқ қозғалтқыштары қолданылады. Күрделі сортты пішіндерді илеидеу кезінде керіліске жол беруге болмайтын болса, керісінше табақты металды илемдегенде алдыңғы және артқы керілісте көбірек мән береді.
Үздіксіз орнақтардың өнімділігі өте жоғары болып келеді 6-7 млн.т/жыл. Сортты орнақтарда жетек топтамасы, ал табақты орнақтарда жекеше болады.

Қаралай өңдеу тобы Тазалай өңдеу тобы
Сурет 2.13 - КҮИО -1700, V= 17-25м/с
Орнақтардың тағайындалу міндеті бойынша жіктелуі. Тағайындалған міндетіне қарай илемдік орнақтарды мынадай топтарға бөлуге болады:
- ыстықтай илемдеу орнақтары: қысқыш, дайындамалық, реліс-арқалық, ірі сортты, орта сортты, майда сортты, қалыңтабақты сортты, орташа табақты, жұқа табақты, кең тілкемді, штрипсті (штрипс- құбырға арналған дайындама) орнақтар;
- суықтай илемдеу орнақтары: табақты, қаңылтыр илемдейтін, жұқа және өте жұқа таспа илемдеуге арналған орнақтар;
- қолдану аясы тар орнақтар: дөңгелек илемдейтін, құрсау илемдейтін, қимасы айнымалы және мерзімді пішіндер мен жолақтарды илемдеуге арналған орнақтар.
Құбыр өңдіруге арналған және пішіні мерзімді өзгеретін әртүрлі орнақтар ерекше топ құрайды. (Қобылағыш орнақтар, автоматты орнақтар, шар илемдейтін орнақтар және т.б.)
Ең үлкен илемдеу жылдамдығы мен (50м/с дейін) сым тарту, жатықтыру және т.б. орнақтар жұмыс істейді.
Ең кіші илемдеу жылдамдығы жаншығыш орнақтарға тән:
Vил =1- 3м/с
Сортты илемдік орнақтардың негізгі параметріне, оның өлшемін сипаттайтын таза қапастың пішінбілік немесе тістегерішінің диаметрін алады (250,300,550,700/900,650/750,900,1150,1300 орнағы және т.б.).
Табақты орнақтардың негізгі параметріне пішінбілік бөшкесінің ұзындығын алады. Өз кезегінде ол, илемделетін табақтың ең үлкен енін анықтайды (1200,1700,2800/1700,3600,5000 орнағы және т.б.) Әдетте осы орнақтарда илемделетін табақ ені пішінбілік бөшкесінің ұзындығынан 200-250мм кіші болып келеді, яғни Втабақ=Lпішінбілік - (200 ÷ 250) мм, мысалы 2500 мм орнағында ең үлкен ені 2300 мм табақ илемделеді.
Әдебиеттер:нег. 1 [10-18], 2 [9-20]; қос. 3 [6-22]
Бақылау сұрақтары:
1. Жұмыстық қапас дегеніміз не?
2. Көп пішінбілікті қапастарды қолдану мақсаты неде?
3. Арнайы жасалған қапастарды пайдаланып қандай өнімдер алуға болады?
4. Жұмыс қапастарының орналасуына байланысты илемдік орнақтар қалай жіктеледі?
5. Тағайындалған міндетіне қарай илемдік орнақтар қандай топтарға бөлінеді?
6. Үздіксіз орнақтарда жұмыс қапастарының орналасуы қалай?
Дата добавления: 2015-08-26; просмотров: 2257;