Организация технологического процесса изготовления
| Последовательность выполнения операций | Технические требования при изготовлении | Механизмы, оборудование, инструмент | Указание по технике безопасности | Рабочие | Трудозатрат. Чел. мин. | ||
| Профессия | Разряд | Кол во | |||||
| 1. Установка формы на снижатель 2. Подъем формы на верхний ярус. 3. Установка формы на пост № 1. | Точная фиксация формы на посту №1. | Снижатель 1У-8ф.13.00.000. из. | В автомат. Режиме оператор формовочной линии на пульте управления следит за правильным включением механизмов - на что указывает светов. сигнализация, расположенная на пульте. | Оператор | III | ||
| Пост №1 1. Выдержка изделий. 2. Чистка бортов 3. Перемещение на пост №2. | Особое внимание обратить на чистоту бортов | Скребки, щетки, совки, ведро | Формовщик | 1У | |||
| Пост №2 1. Открывание замков. 2. Съем вкладышей. 3. Открывание борта. 4. Перемещение на пост №3 | По окончании операции рабочий подает световой сигнал о готовности к перемещению на пост №3 | Спецключи, мостовой кран г/п 15т., монтажный лом, лопата, устройство для открывания бортов СМЖ-3002 | Работы следует производить в рукавицах, на каждой форме должны быть упоры-ограничители. | Формовщик Крановщик | III 1У | ||
| Пост №3 1. Кантование форм. 2. Съем изделия. 3. Чистка, смазка форм 4. Перемещение на пост №4 | Изделия стропуются крючками спеуреверсы форма закрепляется на платформе кантователя и платформа с формой поворачивается в наклонное положение до упора. Изделие при помощи мостового крана и спец. траверсы отрывается от поддона на высоту 100 мм. После этого изделие перемещается на отделочный конвейер, где проводится доводка и ремонт изделий. | Кантователь СМЖ – 3001 А. Мостовой кран г/п 15т. Траверса СМЖ-257а. Монтажный ломик, лопата, скребок, щетка, ведро, бункер для мусора, емкость со смазкой. | Запрещается работать неисправными грузозахватами. Во время движения груза следует находиться в стороне от направления его движения, придерживая спецзахватом. При смазке форм запрещается ходить по смазываемым поверхностям. Работать следует в рукавицах. Запрещается наносить удары по поддону и бортам с целью их отчистки от налипшего бетона | Формовщик Строповщик Крановщик | 1У III 1У | ||
| Пост №4 1. Установка арматурного блока. 2. Установка закладных деталей. 3. Закрывание бортов и замков. 4. Перемещение на пост №5,6. | Установку арматурных блоков и закладных деталей производить в соответствии с рабочими чертежами. Не разрешается укладка гнутых каркасов. | Мостовой кран г/п 15 т. Контейнер, бункер для закладных, арматурные кусачки. Устройство для закрывания бортов. | Работу производить в брезентовых рукавицах. Запрещается устанавливать арматурные каркасы в форму ударами по ним кувалдой и другими предметами. | Формовщик | 1У | ||
| Пост №5,6 1. Укладка нижнего фактурного слоя 2. Перемещение на пост №7. | Равномерная раскладка бетона по форме достигается перемещением бетоноукладчика вдоль формы и передвижением воронки поперек формы. | Бетоноукладчик СМЖ – 166А. Лопата, скребок. | Перед запуском подать звуковой сигнал. Категорически запрещается находиться в зоне действия поста при работающем бетоноукладчике. | Формовщик | 1У | ||
| Пост №7 1. Уплотнение нижнего фактурного слоя. 2. Укладка мин. плиты, полистирола. 3. Установка шпонок и их фиксация 4. Армирование внут. слоя. 5. Укладка бетона в шпонки, вибрирование 6. Укладка внут. слоя, вибрирование | При укладке бетона обратить особое внимание на заполнение четверти, выступов, оконных и дверных проемов. Укладку мин. ваты, полистирола производить вплотную. Шпонки фиксируются отдельными стержнями к арм. блоку. | Виброплощадка 2239а. Бетоноукладчик СМЖ – 166А. Лопата. | Площадка обслуживания должна иметь виброизоляцию. Запрещается при виброуплотнении вставать на виброплощадку. Для защиты от общих вибраций на полях рабочего поста необходимо пользоваться виброобувью. | Формовщик | 1У | ||
| Пост №8 1. Укладка верхнего фактурного слоя. 2. Разравнивание 3. Перемещение на пост №9 | Внутренний фактурный слой укладывается толщиной не менее 15 мм. | Бетоноукладчик СМЖ – 166А. Лопата, мастерок | Запрещается находиться в зоне действия работающего бетоноукладчика. | Формовщик | 1У | ||
| Пост №9 1. Заглаживание поверхности. 2. Отчистка формы и бортов от остатков бетона и раствора. 3. Перемещение на пост №10. | Затирочная машина управляется со шкафов и пультов установленных непосредственно над ней. | Затирочная машина 1У-8-4.00.000.00ИЗ. Лопата, кисть, ведро. | Формовщик | 1У | |||
| Пост №10 1. Выдержка изделия. 2. Передвижение на снижатель. | Выдержка изделия 26 мин. | ||||||
| 1. Установка формы на снижатель. 2. Передвижение снижателя к камере 3. Установка форм в камеру. | После того как очередная форма с изделием, прошедшим тепловую обработку извлечется и установится на передаточную тележку | Снижатель левый 1У-8Ф-13.00.000.ИЗ. | Вход в камеры во время перемещения вагонеток не допускается. Торцы камер должны быть оборудованы устройствами предотвращающими выброс пара в производственные помещения. |
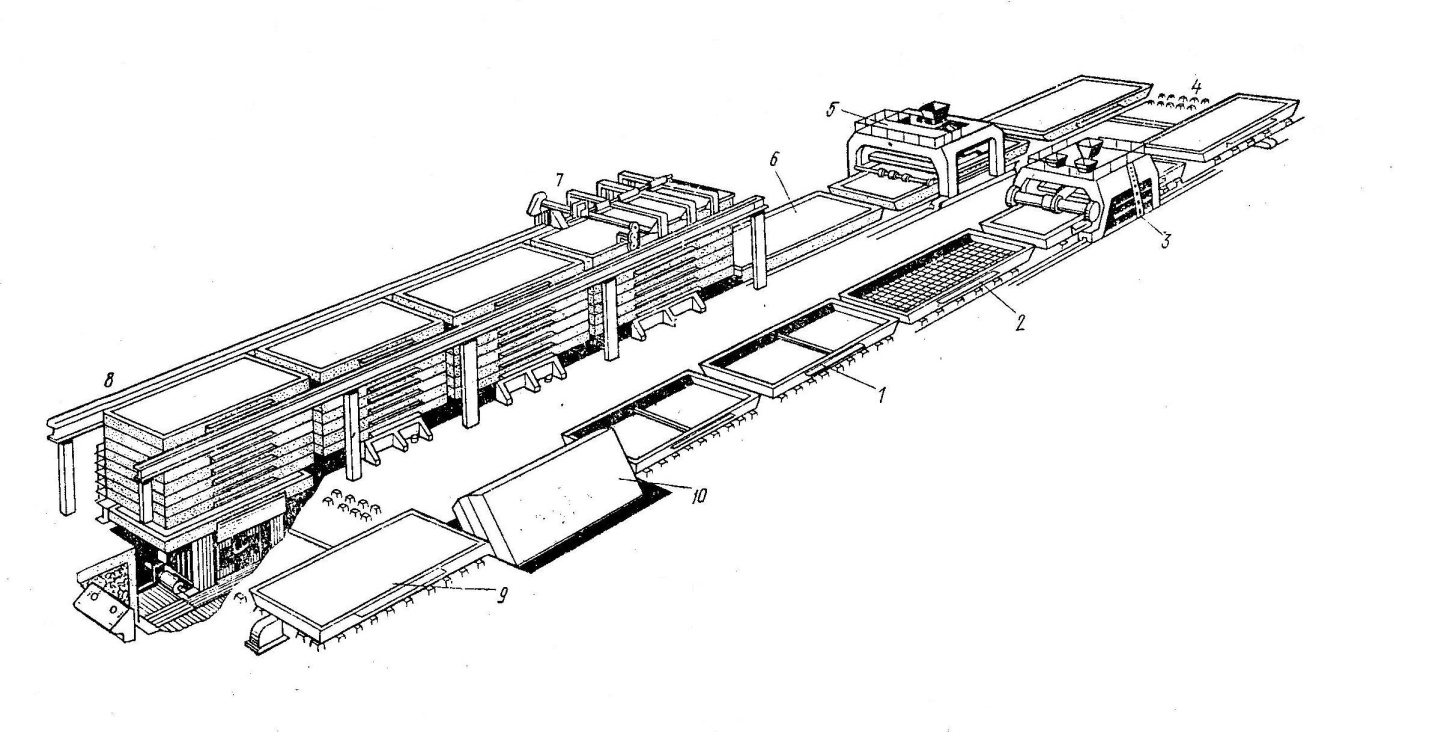
Рис. 3. Технологическая схема конвейерной линии с пакетами термоформ:
1 – очистка и смазка форм; 2 – укладка арматуры; 3 – формование изделия, 4 – пост передачи форм, 5 – нанесение и заглаживание раствора, 6 – пост осмотра, 7 – образование пакетов, 8 – опускание формы, 9 – пост передачи формы, 10 – съем изделия.
Работа с четырьмя пакетами с помощью пакетировщиков осуществляется в следующем порядке: первый пакетировщик с поста контроля поднимает форму над рольгангом и перемещает ее под термопакет по установленному технологическому циклу. При втором рабочем ходе пакетировщик присоединяет форму к пакету и одновременно производит съем верхней термоформы с изделием, прошедшим тепловую обработку. Термоформа, которая находилась на пакетировщике, становится нижней формой термопакета и устанавливается на специальные кронштейны. Пакетировщик освобождается и может использоваться в следующем рабочем цикле. В это. время передаточная тележка с термоформой передвигается и устанавливается под пакетом снижения, где второй пакетировщик (распакетировщик) в обратном порядке устанавливает верхнюю термоформу в пакет и снимает нижнюю термоформу. После этого конвейер выдает ее на пост распалубки и рабочий цикл конвейерной линии повторяется.
Дата добавления: 2015-08-21; просмотров: 1662;