Двухъярусный конвейер
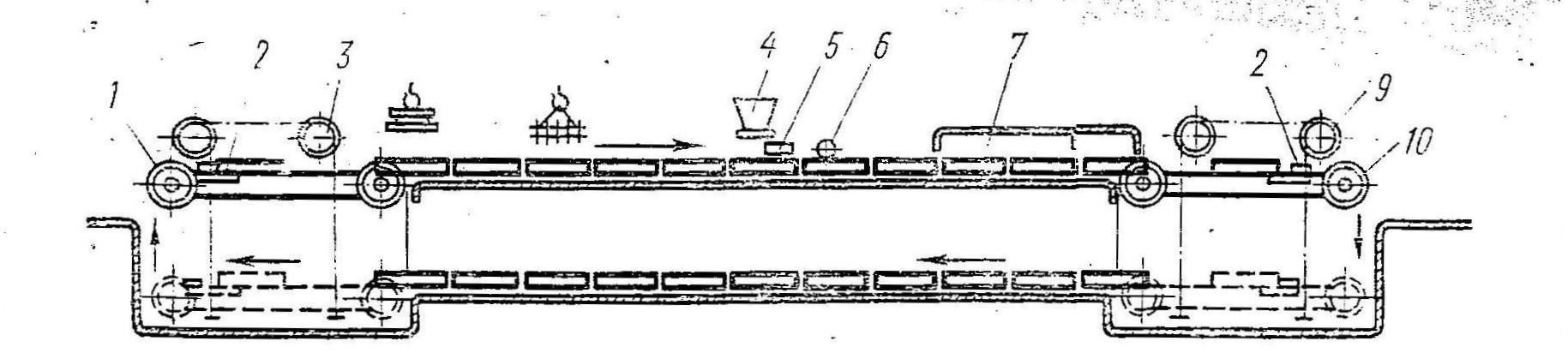

Рис. 1. Схема двухъярусного конвейера:
1 – подъемник, 2 – толкатели, 3 – привод подъемника, 4 – бетоноукладчик, 5 – вибронасадок, 6 – заглаживающее устройство, 7 – зона выдержки, 8 – камера предварительной тепловой обработки, 9 – привод снижателя, 10 – снижатель, 11 – форма, 12 – камера окончательной тепловой обработки.
Двухъярусные конвейеры, предназначенные для изготовления плоских железобетонных и керамзитобетонных изделий, представляют собой вертикально замкнутый тележечный конвейер. На верхней ветви конвейера выполняют все операции по изготовлению изделий, начиная от распалубки и съема готового изделия и кончая предварительной тепловой обработкой. Нижнюю ветвь, располагающуюся под верхней, полностью используют для тепловой обработки. По конвейеру с помощью тяговой цепи или толкателей перемещают на ходовых колесах формы, располагающиеся одна за другой. Формы с верхней ветви на нижнюю передаются механизмом опускания форм, а с нижней на верхнюю — механизмом подъема аналогичной конструкции.
В настоящее время в промышленности эксплуатируется несколько типов двухъярусных конвейеров, отличающихся размерами формуемых изделий и соответственно размерами форм (главным образом по длине), а также способом тепловой обработки (тепловлажностная обработка острым паром или тепловая обработка трубчатыми электронагревателями).
Схема двухъярусного конвейера показана на рис. 1. Подъемник 1 с толкателем 2 подает формы 11 с нижнего яруса на верхний и проталкивает их вдоль верхней ветви конвейера. Снижатель 10 с приводом 9 для подачи форм с верхнего яруса на нижний также снабжен толкателем для проталкивания форм вдоль камеры 12 окончательной тепловой обработки. Бетоноукладчик 4 с вибронасадком 5заполняет формы бетонной смесью и уплотняет ее.
Изделия формуются на верхней ветви конвейера. На первом посту изделие распалубливается и снимается с формы оборудованной траверсой электроталью, которая устанавливает его в вертикальное положение на конвейер отделки, расположенный рядом с двухъярусным конвейером. На "втором посту формы очищаются и смазываются. Третий, четвертый и пятый посты служат для укладки арматуры, закладных и других деталей. На шестом, седьмом и восьмом постах в форму укладывается и уплотняется
бетонная смесь и отделывается верхняя поверхность изделия. Затем форма со свежеотформованным изделием поступает в зону выдержки 7, по выходе из которой из изделия извлекаются вкладыши, фиксаторы закладных деталей и другие устройства. Форма перемещается в камеру 8 предварительной тепловой обработки. По достижении конца яруса форма поступает на снижатель 10, который опускает ее на уровень нижнего яруса и заталкивает в камеру окончательной тепловой обработки._______________________
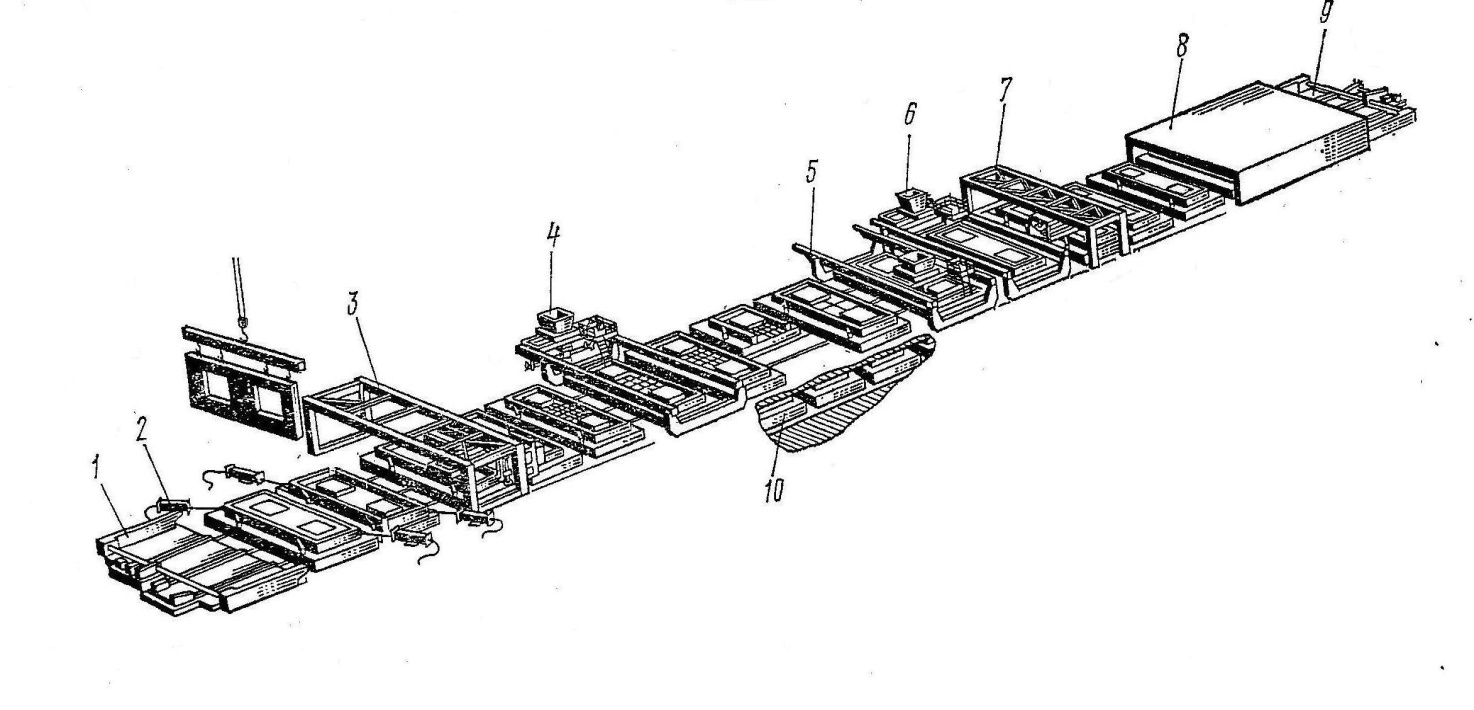
Рис. 2. Двухъярусный конвейер с поперечным расположением форм:
1 – подъемник, 2 – механизм распалубки, 3 – установка для чистки форм, 4…..6 – раствороукладчики, 7 – отделочная машина, 8 – камера предварительной тепловой обработки, 9 – снижатель, 10 – камера окончательной тепловой обработки.
Дата добавления: 2015-08-21; просмотров: 2541;