Технологические схемы нанесения электрохимических покрытий.
Обозначение электрохимических покрытий регламентируется ГОСТ 9.306-85.
Общие требования к их выбору – ГОСТ 9.303-84.
Технология нанесения таких покрытий, описание операций составы электролитов и другие технологические параметры можно найти в ГОСТе 9.305-84.
Требования к качеству покрытий, основные методы контроля определяются ГОСТ 9.3012-86; 0: 1(с), ГОСТ 9.302-88,
ГОСТ 9.308-85, ГОСТ 9.311-87,
ГОСТ 9.313-89, ГОСТ 9.031-74.
1. Никелирование.
Используется 18 различных электролитов.
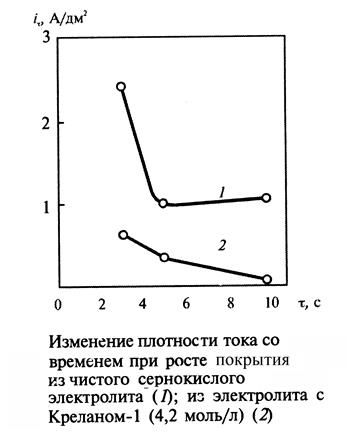
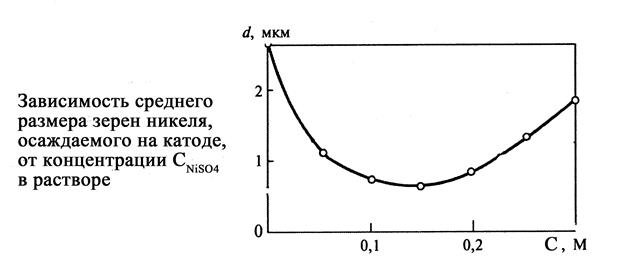
Наиболее распространен электролит, содержащий 80-320г/л NiSO4, 7-20 г/л NaCl, 25-40 г/л борной кислоты, температура процесса – 20-55°С, pH = 4,2-5,8, j = 0,5-3,5 А/дм2, скорость осаждения 6 – 25 мкм/час. Применяется для любых сталей, сталей с подслоем Cu, Ti и их сплавов.
Для никелирования Al и сплавов применяют электролит: 180-220г/л NiSO4, 1,5 – 2,5 г/л NaCl, 25-40 г/л борной кислоты, 40-60г/л Na2SO4 с добавкой 1-3 г/л калия надсернокислого и 1,5 – 2,5г/л калия (натрия) фтористого 2х водного. Температура – 20-45°С, pH = 4-5,5, j = 1-2 А/дм2, скорость осаждения 12 – 24 мкм/час. Процесс ведут при перемешивании электролита очищенным сжатым воздухом. Электролит фильтруют непрерывно или периодически. Перемешивание здесь обязательно для:
® уменьшения вероятности образования питтинга,
® увеличения равномерности слоя;
® снижения шероховатости di.
1. Никелирование.
Используется 18 различных электролитов.
Наиболее распространен электролит, содержащий 80-320г/л NiSO4, 7-20 г/л NaCl, 25-40 г/л борной кислоты, температура процесса – 20-55°С, pH = 4,2-5,8, j = 0,5-3,5 А/дм2, скорость осаждения 6 – 25 мкм/час. Применяется для любых сталей, сталей с подслоем Cu, Ti и их сплавов.
Для никелирования Al и сплавов применяют электролит: 180-220г/л NiSO4, 1,5 – 2,5 г/л NaCl, 25-40 г/л борной кислоты, 40-60г/л Na2SO4 с добавкой 1-3 г/л калия надсернокислого и 1,5 – 2,5г/л калия (натрия) фтористого 2х водного. Температура – 20-45°С, pH = 4-5,5, j = 1-2 А/дм2, скорость осаждения 12 – 24 мкм/час. Процесс ведут при перемешивании электролита очищенным сжатым воздухом. Электролит фильтруют непрерывно или периодически. Перемешивание здесь обязательно для:
® уменьшения вероятности образования питтинга,
® увеличения равномерности слоя;
® снижения шероховатости di.
При никелировании изделий сложной конфигурации с получением блестящего покрытия используют электролиты, содержащие:
NiSO4 – 230-320г/л, NiCl2 – 6ти водный (30-60 г/л), борную кислоту (30-40г/л), сахарин (0,3-2 г/л), водный раствор 1.4 – бутиндиола (0,027-0,135г/л) и блескообразователи НИБ-3 и НИБ-12.
Процесс ведут при температуре – 45-55°С, pH = 4-5, j = 2-7 А/дм2, скорость осаждения 24 - 84мкм/час.

2. Хромирование изделий.
В настоящее время в промышленности применяют 9 составов электролитов.
Один из наиболее распространенных включает:
350-400г/л хромового ангидрида техн.,
2,5 – 3 г/л серной кислоты,
40-60г/л NaOH техн.
Процесс ведут при RT, j = 10-60 А/дм2 ® скорость осаждения – 9 – 54 мкм/час. В качестве анода применяют свинцовую пластину.
При низких температурах – покрытие серое, матовое, хрупкое.
С увеличением температуры при j = const – покрытие становится вначале блестящим и твердым, а далее снова серым, матовым и хрупким.
Тоже самое с увеличением j при постоянной температуре.
3. Меднение изделий.
ГОСТ предусматривает 8 составов электролитов и режимов осаждения покрытий:
3 – на основе цианистых соединений меди и 5 – на основе сернокислых солей.
Первые – дают покрытия высокого качества с хорошей адгезией, но они очень ядовитые, и требуют особых мер предосторожности при работе с ними – применения тщательных мероприятий по охране труда, защите персонала и экологической безопасности.
Вторые – не являются ядами, с ними более просто работать, но они дают менее качественные покрытия и хуже адгезия.
Наиболее распространенный электролит 1-й группы содержит:
- цианистую медь 50-70г/л,
- цианистый натрий 10-25г/л
работать при pH = 10-11, Е = 40-50°С, j = 1 -5 А/дм2, скорость осаждения – 20-50 мкм/час.
Лучшего качества покрытия получаются с реверсированием тока – катод-анод 10:1 (сек).
Электролит из 2-й группы содержит:
- 5-водная сернокислая медь 150-250г/л
- серная кислота 50-70г/л
работать при Т = RT, j = 1 -3 А/дм2, скорость осаждения – 10-30 мкм/час.
Обязательно – перемешивание и непрерывная фильтрация.
Бронзовые покрытия(сплав Cu –Sn) с соотношением Cu: Sn = 60%: 40% ведут в электролите, содержащем:
- 3х водный мета-оловянокислый натрий 75-125г/л
- цианистая медь 15-22г/л
- цианистый калий 15-25г/л
- едкий натрий 10-20г/л
Т= 60-70°С, j= 1,5 - А/дм2 , скорость – 20-30 мкм/час. Анод – из нержавеющей стали или никеля. Для более богатого медью покрытия – аноды из бронзы Cu: Sn = 60 : 40.
Дата добавления: 2015-08-21; просмотров: 1938;