S 47. ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ОПЕРАТИВНОГО УПРАВЛЕНИЯ МАТЕРИАЛЬНЫМИ ПОТОКАМИ
Задачи управления технологическими производствами можно разделить на управление технологическими процессами в отдельных агрегатах и оперативное управление согласованием работы отдельных агрегатов между собой с учетом различного рода возмущений, действующих на весь производственный комплекс. Сюда относят широкий круг задач управления материальными и энергетическими потоками, характерных для непрерывных технологических процессов. Их решение направлено на ликвидацию отклонений и нарушений в ходе производства и связано с определением управляющих воздействий. Указанные воздействия рассчитывают на основе моделей управления непрерывными технологическими процессами.
Решение может иметь два варианта. В первом случае задача решается для всей модели комплекса в целом. В реальных условиях при таком подходе необходимо рассматривать задачи большой размерности и, как правило, при нелинейной модели общего вида. Для построения и корректировки модели требуется обработка большого объема информации, затруднено использование моделей и алгоритмов для других задач.
Во втором случае исходная модель комплекса разбивается на модели отдельных типовых процессов или операций преобразования потоков. Размерность уменьшается, и даже в случае нелиней-
ного описания ее удается достаточно успешно решить. На типовых моделях определяют существенные свойства структур технологического комплекса.
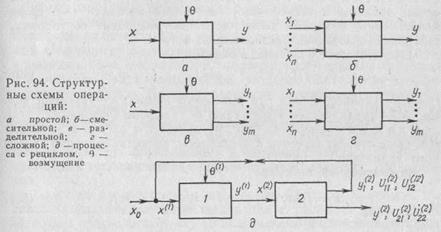
Типовые операции.Выделение типовых операций позволяет сформировать основные математические модели процессов при создании АСУ ТП. В непрерывных технологических процессах типовые операции рационально связать с числом материальных потоков на входе и выходе технологической операции. Можно выделить простые, смесительные, разделительные, сложные типовые процессы или операции.
Простая операция имеет один выходной поток (рис. 94, а). Сюда относят модели различных процессов деревообработки с одним исходным продуктом и одним выходом.
В общем случае операцию можно описать зависимостью
х = f (y, V),
где х, у — параметры входного и выходного потока; f — заданная функция; V — управляющее воздействие, связанное с выполнением технологического регламента.
Смесительная операция имеет несколько входных (п) и один выходной поток (рис. 94, б). Этой операции соответствуют

|
| Уравнения смесительных и разделительных операций с учетом (48) можно записать: |
процессы смешения в деревообрабатывающей промышленности и других отраслях. Сюда относят смешение: стружки и связующего, проклеивающих компонентов и древесной массы при производстве ДВП, компонентов при приготовлении смол и т. д. Математическое описание в общем виде
xi = fi (y, V), i=l, . . . , n, (48)
где xi, у — характеристика i-гo входного потока и общего выходного потока; V — управляющее воздействие, связанное с выполнением технологического регламента; fi — заданная функция.
Разделительная операция (рис. 94, в) характеризуется одним входным и несколькими выходными потоками (т). Сюда можно отнести многие технологические операции: сортировку, сепарацию, флотацию, ректификацию и т. д.
Математическое описание в общем виде
yi=fj(x, V), j=1, . . . , т, (49)
где yi, — характеристика j-го выходного потока; х — входной поток; V — управляющее воздействие; fj;- — заданная функция.
Сложная операция (рис. 94, г) имеет п входов и твыходов. Сюда относят агрегаты или процессы, имеющие операции сложного характера.
Математическое описание
yi = fj (  ,
,  ), j =1, . . ., т, (50)
), j =1, . . ., т, (50)
где и — векторы.
Модели рассмотренных операций, имеющих линейный характер (48) — (50), легко изучать, моделировать, анализ и расчет моделей технологических комплексов, как правило, осложнены только размерностью модели. Наибольший интерес представляют линейные модели технологических процессов с переменными коэффициентами. Математическое описание таких моделей можно представить уравнением

где fji — заданные функции от V.
Модель линейна и управление потоком может производиться изменением либо xi, либо коэффициента fji.
Коэффициент fji, определяемый свойствами рассматриваемой операции и требованиями технологии, может быть ограничен v  .
.
В общем случае модель можно линеаризовать по входным потокам xj путем разложения fj ( , х) в ряд Тейлора в окрестности некоторого значения входных параметров х0.
Введем новые переменные иji = fji (V). Тогда

На показатели качества выходного потока положены ограничения. Следовательно, уравнение (51) справедливо при и U. Проанализировав приведенные модели, их можно отнести к классу линейных уравнений с переменными коэффициентами.
Переменные коэффициенты характеризуют количественные характеристики материальных потоков. В простой операции переменный коэффициент характеризует затраты сырья на единицу готовой продукции. Для смесительной операции коэффициенты являются расходными. При разделительной операции они служат коэффициентами выпуска. Во всех процессах коэффициенты являются технологическими параметрами. Линейные модели с переменными коэффициентами — частные случаи нелинейных моделей.
Знание типовых моделей отдельных процессов или операций дает возможность формализации и изучения свойств структур непрерывных технологических процессов, охватывающих ряд агрегатов.
Наиболее распространены последовательное, параллельное, последовательно-параллельное соединения с рециклом (рис. 94, д). При этом предполагают, что количественные и качественные показатели материальных потоков не изменяются на участке перехода от одной операции к другой.
Используя модели отдельных процессов, можно рассматривать, изучать и решать задачи управления непрерывными технологическими процессами в условиях функционирования АСУ ТП.
Управляющие воздействия определяют исходя из выполнения заданных критериев, ограничений на количественные и качественные параметры входных и выходных материальных потоков.
Критериями для технологических комплексов с непрерывными технологическими процессами могут быть: прибыль, производительность, объем выпускаемой продукции, затраты на функционирование установок и др. Наиболее часто используются критерии производительности и прибыли (себестоимости).
Алгоритмы оперативного управления.Рассмотрим определение алгоритмов управления, моделирования простых непрерывных процессов или операций при последовательном, параллельном и последовательно-параллельном соединении.
Алгоритм управления при последовательном соединении п простых операций xk = vkyk (рис. 95, а) характеризуется условием последовательности

и ограничением
0  xk x,,k; k= 1, . . . , п,
xk x,,k; k= 1, . . . , п,
где x,,k — заданные числа.
Задача максимизации производительности уп  max заключается в выборе значений xk и vk, при которых удовлетворяются ограничения.
max заключается в выборе значений xk и vk, при которых удовлетворяются ограничения.

|

|
На основании (51) и (52) запишем задачу максимизации производительности:
| Если заменить переменные xk = vkyk, то задачу (54) сводят к эквивалентной задаче линейного программирования: |
Рис. 95. Схемы соединения операций: а—д — варианты алгоритмов
Сформулированная задача запишется в виде
|

Так как в (53) есть произведение переменных, задача (54) относится к классу задач нелинейного программирования и допускает простую процедуру решения.
Оптимальное значение потока на выходе комплекса определится
формулой
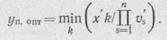
Если максимальное значение уп.опт достигается при k = 1, то l-я простая операция является «узким местом» технологического непрерывного потока, так как она лимитирует прохождение потока по всей последовательной цепи операций и определяет конечную производительность и оптимальное значение функционала уп.
Если ввести в задачу (54) ограничения на план выпуска
уп = хп+1  у’п (55)
у’п (55)
и в качестве функционала принять затраты производства, можно сформировать линейную задачу минимизации затрат

где Сk —себестоимость переработки сырья на k-й операции.
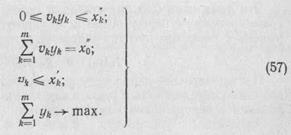
Алгоритм управления при параллельном соединении т простых операций xk = vkyk (рис. 95, б) характерен для распределения нагрузок между параллельными агрегатами. Рассмотрим модели с переменными коэффициентами вида xk = vkyk.
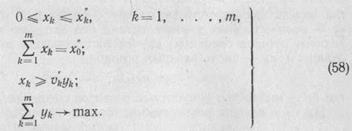
Максимизация производительности при ограничении на вели-
|
чину суммарного потока  = x’’0 по выходу может быть сформулирована в виде системы уравнений:
= x’’0 по выходу может быть сформулирована в виде системы уравнений:
При решении задачи (57) определяют значения переменных xh, yk. Величину vk определяют из уравнения (51).
Задача минимизации затрат при параллельном соединении т

|
|

|
| Зависимость качественных показателей смеси от управляющих воздействий иik, принимаем линейной, тогда |
| простых операций рассматривается при ограничении производительности комплекса по входу и выходу: |
Таким образом, затраты на каждой операции можно записать, используя формулу Gk = qk (v) хk, следующим образом:
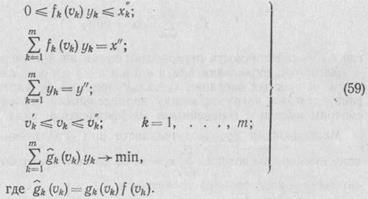
Эти уравнения (59) представляют собой задачу линейного программирования с переменными коэффициентами, и она может быть решена с помощью кусочно-линейной аппроксимации функции

Последовательно-параллельное соединение простых операций возможно моделировать и решать как задачи линейного программирования с переменными коэффициентами.
Алгоритмы управления смесительными операциями. Смесительная операция характеризуется несколькими входными и одним выходным материальным потоком (рис. 95, в)
xik = uikyk, i=1, . . . , nk,
где индекс k соответствует номеру смесительной операции; xik, уk — количественная характеристика i-го входного и общего выходного потоков операции; ui—i-я составляющая вектора управления vk; nk — число входных потоков.

где vk — множество допустимых рецептов смешения. Пусть иk заданы аналитически, тогда
u’ik, u’’ik — заданные вещественные числа.
где vsk — значение s-гo качественного показателя выходного потока; usik — значение s-гo качественного показателя i-гo входного потока; mk —- число контролируемых качественных показателей. Обычно vsik заданы, а на значение vsk положены ограничения

Учитывая (61), можно записать

множество vk определяется.
Постановка задачи смешения [13] возможна, если существуют решения, удовлетворяющие ограничениям (60) — (63). В этом случае решение ищется из условия критерия
F (и, y) min (max).
Если в качестве критерия рассматривать прибыль,

Сформулированную задачу управления смешения можно представить математической моделью:
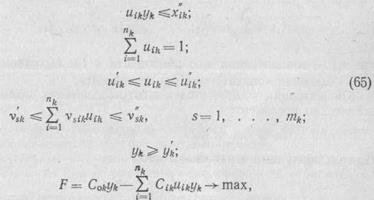
где Соk — отпускная цена единицы смеси; Сik — себестоимость единицы i-гo входного потока.
Эта задача (65) формально относится к классу обобщенных задач линейного программирования. Определяют значения параметров uik и уk и, используя уравнение, находят величины входных

|
| Критерием разделения примем прибыль |
потоков. Эта формулировка задачи называется формулировкой в относительных единицах.
Используя стандартную процедуру, можно перейти от задачи обобщенного линейного программирования к эквивалентной задаче линейного программирования в абсолютных единицах, производя замену переменных из (52).
Алгоритмы управления разделительных операций. Такие операции имеют один входной и несколько выходных потоков. Эта модель достаточно широко характеризует процессы сортировки, флотации, ректификации, адсорбции и т. д. (рис.95, г).
Обычно на каждой стадии процесса смесь разделяется на два компонента.
Рассмотрим модель разделительной операции
yik = uikxk, i=1, . . . ,mk,
где k — индекс, отвечающий номеру операции; xk, уk — характеристики входного и i-гoвыходного потока; uk={uik} — вектор управляющих воздействий, связанный с распределением входных потоков; тk — число выходных потоков, uk uk.
Разделительную операцию рассмотрим в случае аналитического задания множества uk.

Рассмотрим разделение смеси, содержащей lk компонентов. Условие материального баланса по концентрации этого компонента в смеси:

где vsk — концентрация s-гo компонента в i-м выходном потоке,  sk — заданная концентрация s-гo компонента.
sk — заданная концентрация s-гo компонента.
Концентрация компонентов в выходных потоках задана технологическим регламентом
где Cik — цена i-гo выходного продукта; Сох — удельные затраты. Задачу оптимального разделения можно записать в следующем виде: дополняем критерий (70) ограничениями
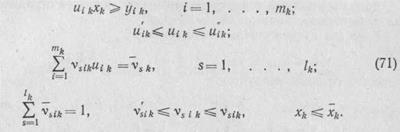
Формулировки (70), (71), как и для смесительной операции (65),— формулировки в относительных единицах.
Перейдя к абсолютным значениям потоков yik, уравнения (61), (71), можно переписать:


Выпуск продукции ограничен планом

Таким образом, разделение компонентов определяется ограничениями (66) — (69) и соотношениями для управлений и концентраций
По аналогии со смесительной операцией задача (72) является задачей обобщенного линейного программирования.
Разделительные операции могут быть соединены параллельно (рис. 95, д), тогда при N разделительных операциях ограничения
(72) сохраняют и вводят ограничения входного потока  ;
;
выполнение плана уik y’ik, i = 1, . . ., mk;
|

|
величины прибыли
|
| Ограничения для разделительной операции с двумя выходными потоками запишутся аналогично (72): |
Решение является результатом применения стандартных про-цедур линейного программирования.
Алгоритмы управления последовательным соединением разделительных операций (см. рис. 95, г). Операции описываются системой уравнений (51).
Последовательное соединение операций описывается как
xk = yg(k-1); k = 2. . . . , N, g=1.
Дополнительными ограничениями к (51) являются ограничения на качественные показатели продуктов. Качество промежуточных продуктов:
 k=1, . . ., N—1;
k=1, . . ., N—1;
качество готовых продуктов:
|
k=1, . . ., N— 1, i = 1, . . . , mk;

|
s= 1, . . . , lk;
| качество исходного продукта: |

|
 —заданные значения концентраций.
—заданные значения концентраций.
Зависимость качественных показателей входных и выходных потоков определится уравнением:
|
s= 1, . . . , lk
Для определения xk и yik, максимизирующих прибыль

дополняют ограничениями плана на выходные продукты:
 k=1, . . . , N, i = 2, . . . , тk
k=1, . . . , N, i = 2, . . . , тk
и запасы исходного продукта х1  .
.
Задача при последовательном соединении разделительных операций может быть сведена к эквивалентной задаче линейного программирования путем замены переменных.
Алгоритм управления непрерывных технологических процессов по схеме с рециклом применяют, когда часть продукта возвращается в начало процесса (сортировка стружки при производстве ДСтП, щепы при производстве ДВП, флотация и т. д.).
Простейшая схема (см. рис. 94, д) включает простую и разделительную операции

Из условия материального баланса х2 = у1 (см. рис. 94, д) получим:
х2 = f1(v1)x1=O;
x1—xo—y12=O.
При укзанных ограничениях (73) — (74) может быть поставлена задача максимизации прибыли
F = C22y22—Coxxo—g1(V1)х1 — С2х2 max.
Переменные параметры x1, х2, х0, y12, y22, vsi, V. Показатели качества vsi могут выбираться по условиям технологического регламента.
При линейных функциях f1 (V1), g1 (V1) рассматриваемая задача (73) — (74) будет задачей обобщенного линейного программирования.
Применение рассмотренных простых операций и схем их соединения при описании сложных технологических комплексов позволяет построить аппроксимирующую модель, выполнить моделирование и имитацию процессов, найти оптимальные варианты оперативного управления непрерывными технологическими процессами.
В данном параграфе описана формализация непрерывных процессов с позиций структуры потоков для простейших технологических операций. Модели отдельных процессов, отражающих качественные показатели (температуру, массу, давление, частоту вращения, уровень, толщину и т. д.), рассмотрены в главах 8, 9, 14 как типовые модели.
§ 48. РЕГУЛИРОВАНИЕ ПОТОКА И ЗАПАСА МАТЕРИАЛА
Регулирование потока.Процесс деревообработки невозможен без удерживания некоторого количества материала и полуфабрикатов. Место хранения материалов может быть ограничено имеющейся свободной площадью или объемом.
Количество накопленного материала не может изменяться одновременно с изменением материального потока, обычно для этого требуется некоторое время.
Предположим, что в промежуточной области производственного цикла накоплено G (t) тонн материала (рис. 96, а). Поступление материала составляет Q1 (t) т/ч, а потребление или отводимый поток — Q2 (t) т/ч. Рост запаса G (t) будет при условии Q1 (t) > > Q2 (t), уменьшение — при Q1 (t) <Q2 (t). Скорость изменения
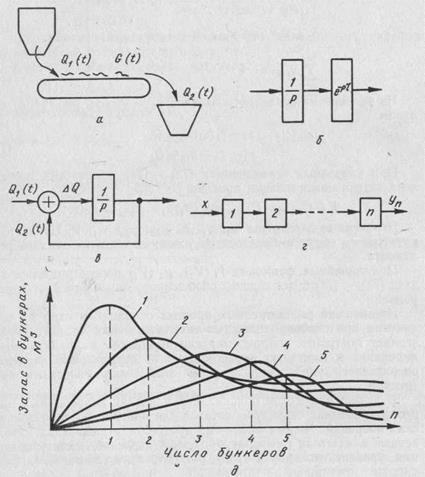
Рис. 96. Схемы потоков материалов и запаса:
а — материального потока; б — управления запасом; в — технологической линии с n-сборниками; г — характеристики изменения запаса по n-сборникам; д — изменение запаса в бункерах
запаса равна результирующей массной скорости и определится из уравнений:
Q1(t) — Q2 (t) =  Q(t);
Q(t);
[dG (t)]/dt = Q (t) = Q1(t) — Q2 (t).
Зависимость между текущим запасом G (t) и результирующей массной скоростью

Таким образом, изменение запаса всегда будет интегралом от изменения результирующего потока Q (t) и, преобразовав по Лапласу уравнение (75), получим
pGp—G(0)= Q(p)
или
pG(p)—G(0) = Q1(p)—Q2(p). (76)
Операция интегрирования в уравнении (75) определяет процесс изменения запаса при G1 (t)  G2 (t) как идеальное интегрирующее звено. Передаточная функция из уравнения (76) определяет модель процесса изменения запаса
G2 (t) как идеальное интегрирующее звено. Передаточная функция из уравнения (76) определяет модель процесса изменения запаса
G (р) = 1/p [ Q1 (p)—G (0)] W (p) = [G (p)]/[ Q (p)] = 1/p.
Перемещения материалов в соответствии с типовыми моделями структуры потоков относятся к процессу идеального вытеснения. Поэтому математическое описание изменения запаса следует дополнить структурной моделью идеального вытеснения, представляющей собой звено чистого запаздывания W3 (р) = е—p  . Общее уравнение будет (рис. 96, б)
. Общее уравнение будет (рис. 96, б)

где Wп —общая передаточная функция;  = l/v, l—расстояние между рассматриваемыми точками; v — скорость перемещения
= l/v, l—расстояние между рассматриваемыми точками; v — скорость перемещения
потока.
В деревообрабатывающей промышленности многие технологические системы содержат конвейерные устройства, технологическое оборудование и емкости или промежуточные сборники. Это характерно для производств: древесностружечных и древесноволокнистых плит, стройдеталей, покрытий мебельных щитов и для других участков, где используют автоматические или полуавтоматические линии.
В этих условиях важно изучение правил, которые определяют изменение потока материала между емкостями или сборниками для верного формирования рекомендаций по управлению материальными потоками на данных объемах сборников или для оптимального выбора объема сборников, бункеров. Сборники или бункера между технологическими операциями могут решать задачу компенсации возмущений по нагрузке.
При управлении процессами перемещения необходимо иметь в виду, что если регулируется запас, то материальный поток будет переменным и наоборот, если регулируется материальный поток, переменным будет запас.

|
| сборника или запаса другого типа при регулировании подводимым потоком: |
Управление потоком на участке технологической линии характеризуется подводимым потоком Q1 (t) и отводимым потоком Q2 (t). Постоянство запаса или удерживающей способности характеризуется уравнением 
Если отводимый поток пропорционален запасу Q2 (t) — kG (t), связь между подводимым и отводным потоком может характеризоваться передаточными функциями:
Структурная схема, характеризующая процесс управления потоком по пропорциональному закону, представлена на рис. 96, в.

|
| При равенстве коэффициентов k1 = k2 = . . . = kn = k связь запаса Gn (p) от потока Q1,1 запишется |

|
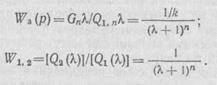
Рассматривая технологическую линию можно видеть, что она состоит из ряда сборников, бункеров или транспортных механизмов, перемещающих материал, структурную схему можно представить рис. 96, г. Передаточная функция запаса n-го сборника W3 (p) от подводимого к нему потока будет [13, 33]:
Аналогично запишется соотношение между отводимым Q2 (p) и подводимым Q1 (p) потоками:

Приняв масштаб шкалы времени как а = kt, и отношение p/k =  , уравнения примут вид:
, уравнения примут вид:
|
Из построенных характеристик 1—5 по уравнениям (77) для технологической системы, состоящей из пяти одинаковых бункеров или емкостей (рис. 96, д), можно сделать вывод [13, 33], что чем дальше емкость от точки приложения возмущения, тем меньше влияние на запас как в сторону пополнения, так и уменьшения его.
Изменение подчинено экспоненциальному закону. Максимальное значение запаса находят из уравнения

Достигается максимальный запас по емкостям или складам, последовательно расположенным в технологической схеме в различное время и имеющим различную величину.
Регулирование запаса. На величину запаса G оказывают влияние подводимые и отводимые потоки, суммарное воздействие ко-
торых характеризуется величиной Q(t) =  . Для случая двух потоков
. Для случая двух потоков
Q(t) = Q1(t)—Q2(t).
Следовательно, управлять запасами может один из указанных потоков. Динамические характеристики изменения запаса будут зависеть от принятого способа управления.
Возможны три варианта регулирования запаса:
1) непрерывное регулирование — закон управления форми
руется как функция отклонения  = G3 (t) — G (t). В этом случае
= G3 (t) — G (t). В этом случае
величину запаса контролируют непрерывно и непрерывно форми
руются и выдаются управляющие воздействия;
2) величину запаса контролируют через равные определенные
промежутки времени, формируется управляющее воздействие по
величине рассогласования е и выдается управляющее воздействие
на соответствующий поток. На отрезке времени между измере
ниями величина воздействия остается постоянной;
3) величина запаса может регулироваться позиционно с соблю
дением верхней и нижней допустимых границ отклонения запаса
от заданного ± зад.
Дата добавления: 2015-07-14; просмотров: 3213;