ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ УПРАВЛЕНИЯ ДИСКРЕТНЫМИ ПРОИЗВОДСТВЕННЫМИ ПРОЦЕССАМИ
| Перейдя к оригиналам по преобразованию Лапласа и приняв возмущение единичным, проанализируем реакцию каждого бункера, |
Дискретные производственные процессы характеризуются отдельными операциями с четко выраженными началом и концом, перерывами с остановкой и выключением технологического оборудования, относительной универсальностью технологического обо-
рудования, наличием партий при обработке деталей и межоперационных заделов (производство мебели, стройдеталей, фанеры и т. д.).
Общий дискретный процесс подразделяют на обрабатывающие и сборочные процессы. Обрабатывающие процессы выполняются в цехах предприятия, где выпускают всю номенклатуру деталей, которая с поставками по кооперации обеспечивает работу сборочных цехов.
Конечная цель управления дискретными производственными процессами — обеспечение ритмичной работы, что является одной из наиболее важных и сложных задач.
Для формализации и построения математической модели дискретного производственного процесса его разбивают на элементарные операции. Формализованную схему процесса невозможно решить в общем виде. Однако понятие формализованной операции, характеризующей производственный процесс, возможно, если выполнение производственной операции над заготовкой или полуфабрикатом связано с изменением свойств данной заготовки, значения параметров объекта обработки. В этом случае производственная операция может рассматриваться как преобразователь (оператор), определяющий изменение параметров. Математическая модель производственного дискретного процесса, как совокупность формализованных операций будет представлять собой последовательность операторов, перерабатывающих информацию о состояниях изделий (заготовок, полуфабрикатов) в процессе производства. Учитывая принятое деление производственных операций на операции обработки и сборки, будем считать их формализованными, дополняемыми при этом формализованной операцией управления. Иногда формализуются и математически описываются некоторые другие операции, присущие конкретному производству.
При построении математической модели (описания) производственных операций выбирают систему параметров, описывающих состояние заготовок и других объектов, участвующих в процессе. Каждую операцию выполняют конкретный станок или машина, следовательно, математическое описание устанавливает взаимосвязь параметров станка и заготовки в процессе обработки.
Рассмотрим в качестве примера операции сборки, отличающиеся от операций обработки наличием не менее двух изделий, участвующих в процессе. Моделирование этой операции, которая представляет собой операцию переработки информации о деталях, входящих в сборочный узел, позволяет проанализировать синхронизацию операций сборки с другими производственными операциями и влияние различных отклонений. Процесс сборки можно представить как присоединение к основной детали l деталей.
Наличие деталей обеспечивает течение процесса, и при их отсутствии операция сборки прерывается. Перед сборкой деталь проверяют за время  пр. Она может оказаться бракованной с вероят-
пр. Она может оказаться бракованной с вероят-
ностью Р6р, тогда ее заменяют новой. Процесс сборки продолжается, пока tjn < Т, где tjn — момент поступления очередного ведущего изделия на сборку. Сборка выполняется в определенный отрезок времени, и если процесс не укладывается в норму, происходит срыв операции.
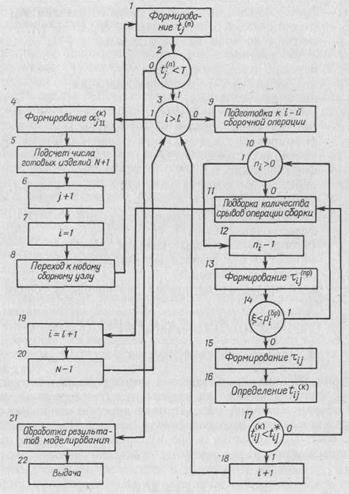
Рис. 97. Блок-схема алгоритма управления операциями сборки
Сборка состоит из совокупности операций 1,2,...,l. Каждая операция соответствует присоединению одной детали ni к сборочному узлу. Длительность i-й операции для j-го сборочного узла обозначим ij, а момент ее окончания ijk. Если операция не оканчивается к установленному моменту времени ij то происходит срыв процесса, и j-й сборочный узел исключается из рассмотрения.
Алгоритм, моделирующий формализованную схему операции сборки, будет состоять из следующих операторов [9]:
Ф1 — формирование момента времени поступления на сборку базовой детали tjn;
Р2 — проверка условия tjn<.T;
Р3 — проверка условия i>l;
Ф4 _— формирование параметров готового изделия  jk;
jk;
К5 — счетчик числа готовых изделий N1 (N + 1);
К6— счетчик номеров базовых деталей j + 1;
F7— формирование i = 1;
F8 — переход к новому изделию;
F9— подготовка к i-й сборочной операции;
Р10 — проверка условия ni>0;
К11— счетчик числа срывов операции сборки;
К12 — счетчик числа деталей номер i (ni + 1);
Ф13 — формирование длительности проверки детали ijпр; Р14 — проверка условия <Рiбр;
Ф15 — формирование ij;
A16 — определение момента окончания i-й операции tijk;
Р17 — проверка условия tijk <.t*ijK;
K18 — счетчик номеров сборочных операций (i + 1);
F19 — формирование i = l + 1;
К20 — счетчик числа готовых изделий (N—1);
A21 — обработка результатов моделирования;
Я22 — выдача результатов.
Схему моделирующего алгоритма для операции сборки можно записать как

На рис. 97 показана блок-схема моделирующего алгоритма.
В условиях производства встречаются более сложные модификации сборки. Поэтому, рассматривая простую операцию сборки, ее формализованное представление в виде моделирующего алгоритма, можно подготовить и сформулировать алгоритмы с учетом конкретных условий.
Дата добавления: 2015-07-14; просмотров: 1853;