Виготовлення заготівель і деталей приладів методами порошкової металургії
Порошкова металургія - процес виготовлення деталей з металевих порошків й їх сумішей з неметалевими матеріалами без розплавлення основного компонента. Деталі можна одержувати з чистих металів, сплавів і композицій металів з неметалами, які неможливо створити прийомами звичайної металургії внаслідок їх жаростійкості або нездатності сплавлятися.
Таблиця 2.5 - Стандартні марки металевих порошків для порошкової металургії
| Назва порошку | Марка | Вміст домішок | Розміри частинок |
| Залізний | ПЖ-А1 ПЖ-А2 ПЖ-Б ПЖ-В | десяті долі % домішок С, Sі, Мn, S, Р | 10 – 400 мкм |
| Кобальтовий | ПК-1 ПК-2 | домішки Ni, Fe, Si, Cu, C | 40 - 60 мкм |
| Вольфрамовий | 1% С | 50-100 мкм | |
| Мідний | ПМ ПМА | 0,02 Fе, Рb, Аs, Sb | 25 - 80 мкм |
| Алюмінієвий | ПАП-1 ПАП-2 ПАП-3 | 1,2% Fe; 0,6% (Cu+Zn) | 150 -180 мкм 100–400 мкм 50 - 150 мкм |
Механічні властивості виробів з чистих металевих порошків близькі до властивостей литих деталей. В деяких випадках вдається підібрати режими пресування та спікання, які забезпечують підвищену міцність виробів.
Технологія виготовлення деталей за методом порошкової металургії. Основні технологічні властивості порошків:
- насипна маса;
- текучість;
- стискуваність.
Насипна маса - маса одиниці об'єму вільно насипаного порошку. При постійності насипної маси забезпечується стабільність усадки спікаємого матеріалу. Насипна маса залізних порошків 2,4-3,5 г/см3; мідних - 1,5-2,4 г/см3; алюмінієвих - 0,7-0,8 г/см3.
Стискуваність - здатність порошку ущільнюватися, набувати і зберігати форму під впливом стискаючих зусиль. Для підвищення пресуємості і застосовують порошки з різною зернистістю.
Текучість - здатність порошку заповнювати форму. Зі зменшенням розмірів частинок порошку текучість погіршується.
Технологічний процес виготовлення деталей складається з приготування шихти, дозування, пресування, спікання, термообробки, калібрування, обробки різанням та нанесення гальванопокриття.
Приготування шихти. Очищені порошки (хімічним, механічним або магнітним способом) подрібнюють в кулькових машинах для вирівнювання зернистості і відпалюють в захисній або відновлюючій атмосфері з метою позбавлення від накипу. Частинки розділяють на фракції ситовим методом. При розмірі частинок <50 мкм застосовують повітряне розділення.
Порошки змішують у вібраційних або барабанних системах. При змішуванні порошків з різною насипною масою в шихту додають 1-2 % гліцерину. Для підвищення текучості суміші проводять грануляцію шихти, додаючи в неї 0,3-0,6 % пластифікатора (парафін, синтетичний каучук розчинений в бензині).
Дозування шихти. Шихту дозують по масі та об'ємі. В крупносерійному механізованому виробництві застосовують об'ємне дозування, при якому визначають насипний об'єм (в см3)
 (2.4)
(2.4)
де r - густина шихти, г/см3;k - коефіцієнт втрат при пресуванні та спіканні (к=1,04¸1,05); Vдет - об'єм готової деталі, см3; Рдет - задана пористість деталі, %.
 (2.5)
(2.5)
деСі, - вміст компонентів суміші в долях одиниці; rі - густина компонентів, г/см3.
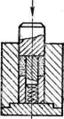
Пресування здійснюється на гідравлічних або кривошипних пресах з пресуючим та виштовхуючим плунжерами. Тиск пресування вибирають в межах 150-15000 кгс/см2.
Пресування може бути одно - та двобічним, а також складним.
Формуючі елементи прес - форм (матриці і пуасони) виготовляють з конструкційних хромнікелевих сталей по 7-10 квалітету точності.
При конструюванні деталей, що виготовляються порошковою металургією, необхідно слідувати таким правилам:
- деталі не повинні мати зовнішньої або внутрішньої різьби;
- деталі повинні мати плавні переходи від тонких перерізів до товстих;
- радіуси заокруглень повинні бути не менше 1мм;
- висота деталі не повинна перевищувати 3d.
Спікання. Температура спікання повинна складати 0,65-0,75 температури плавлення основного компонента металокерамічної суміші. Витримка при досягненні максимальної температури спікання 40-80 хв. При збільшенні витримки густина суттєво не підвищується. Процес спікання розділяють на три етапи:
- І етап - нагрівання до 150°С - виділення вологи;
- II етап - нагрівання до температури, яка на 20-25% менше температури спікання - усунення пружних напружень та активне зчеплення частинок;
- III етап - нагрівання до температури спікання в захисному або нейтральному середовищі - відновлення оксидних плівок та заключне зчеплення частинок.
Спікання здійснюють у водневих або вакуумних пічках безперервної дії, в яких для завантаження та розвантаження касет з деталями використовують шлюзові пристрої.
При спіканні металів з різною температурою плавлення пористу заготовку з тугоплавкого металу просякають рідким металом. Деталі,виготовлені методом просякання, не мають усадки.
Режими пресування та спікання наведені в нормативній документації.
Гаряче пресування. В дрібносерійному та серійному виробництві, коли допускається мала стійкість пресформ, доцільно використовувати гаряче пресування, суміщене зі спіканням, яке відбувається в 20-50 разів швидше, ніж при-холодному пресуванні. Гаряче пресування забезпечує високу густину виробів при більш низьких температурах та тисках.
При тисках до 150 кгс/см2 та температурах до - 1500°С замість сталевих пресформ можна застосувати графітові, що виготовлені з графітових електродів або з дрібнозернистого графіту. Графітові пресформи нагрівають за допомогою індуктора, а також пропусканням через форму електричного струму.
Калібрування. Після пресування та спікання деталі мають 11-13-й квалітет точності розмірів. Калібруванням при тиску до 10000 кгс/см2 можна підвищити точність до 8-10-го квалітету. Розміри калібрувальних форм відрізняються від номінальних розмірів деталі на величину пружної післядії.
Після калібрування виробу його можна обробляти різанням та наносити гальванопокриття.
Таблиця 2.6 - Способи пресування виробів та їх характеристики
| Вид пресування і схеми | Характеристика | Вид деталі |

| Густина заготовок по висоті нерівномірна | Плоскі деталі (шестерні, кулачки, контакти та ін.) |
| Густина заготовок підвищена | Циліндричні та призматичні втулки з гладкою поверхнею |

| Потрібне спеціальне пресове обладнання | Деталі з відношенням висоти до діаметра (або ширини) 1 : 3 |

| Забезпечується рівномірна густина заготовки | Деталі з нерівномірною товщиною стінок в напрямку пресування |
Дата добавления: 2015-03-07; просмотров: 1993;