Лиття в кокіль
Кокіль - металева форма, що заповнюється розплавом під дією гравітаційних сил. На відміну від разової піщаної форми, кокіль може бути використаний багаторазово. Таким чином, суть лиття в кокіль полягає в застосуванні металевих матеріалів для виготовлення ливарних форм багаторазового використання, металеві частини яких складають їхню основу і формують конфігурацію і властивості виливки.
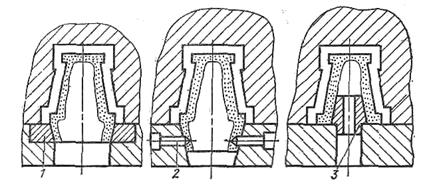 Рисунок 2.6 - Схеми кріплення оболонкових стержнів у кокілі: 1 — рамка; 2 — фіксатори; 3 — втулка
Рисунок 2.6 - Схеми кріплення оболонкових стержнів у кокілі: 1 — рамка; 2 — фіксатори; 3 — втулка
|
У приладобудуванні литтям в кокіль одержують в основному виливки з товщиною стінки 5—12 мм з алюмінієвих, магнієвих сплавів, бронзи і чавуну. При використанні піщано-смоляних оболонкових стрижнів, що вибиваються, можливе виливання у кокіль деталей зі складною внутрішньою поверхнею і заглибленнями. Оболонкові стрижні
в кокілі кріплять рамкою, фіксаторами чи втулкою (Рис. 2.6).
Основні операції технологічного процесу. Перед заливанням розплаву, новий кокіль готують до роботи: поверхні робочої порожнини і рознімання ретельно очищають від слідів забруднень, іржі, олії; перевіряють легкість переміщення рухомих частин, точність їх центрування, надійність кріплення. Потім на поверхню робочої порожнини і металевих стрижнів наносять шар вогнетривкого покриття облицювання і фарби. Склад облицювань і фарб залежить в основному від сплаву, що заливається, а їх товщина - від необхідної швидкості охолодження відливки: чим товстіший шар вогнетривкого покриття, тим повільніше прохолоджується відливок. Разом з тим, шар вогнетривкого покриття охороняє робочу поверхню форми від різкого підвищення її температури при заливанні, розплавлянні і схоплюванні з металом відливки. Таким чином, облицювання і фарби виконують дві функції: захищають поверхню кокілю від різкого нагрівання і схоплювання з виливком і дозволяють регулювати швидкість охолодження виливка, а виходить, і процеси його затвердіння, що впливають на властивості металу виливка. Перед нанесенням вогнетривкого покриття кокіль нагрівають газовими пальниками чи електричними нагрівачами до температури 423 - 453 К. Фарби наносять на кокіль, звичайно, у вигляді водяної суспензії через пульверизатор. Краплі водяної суспензії, потрапляючи на поверхню нагрітого кокілю, випаровуються, а вогнетривка складова рівним шаром покриває поверхню.
Після нанесення вогнетривкого покриття кокіль нагрівають до робочої температури, що залежить в основному від складу сплаву, що заливається, товщини стінки виливка, її розмірів, необхідних властивостей. Звичайно температура нагрівання кокілю перед заливанням 473 - 623 К. Потім у кокіль установлюють піщані чи керамічні стрижні, якщо вони необхідні для одержання виливка; половини кокілю з'єднують і скріплюють спеціальними затискачами, а при установці кокілю на кокільній машині – за допомогою її механізму фіксації, після чого заливають розплав у кокіль. Часто в процесі затвердіння й охолодження виливка, після того як виливок набуде достатньої міцності, металеві стрижні «підривають», тобто частково витягають з виливка до його витягу з кокілю. Це роблять для того, щоб зменшити обтиснення виливком металевого стрижня, що всідається, і забезпечити його витяг з виливка. Після охолодження виливка до заданої температури кокіль розкривають, остаточно витягають металевий стрижень і видаляють виливок з кокілю. З виливка вибивають піщаний стрижень, обрізають литники і випори, контролюють якість виливка. Потім цикл повторюється.
Перед повторенням циклу оглядають робочу поверхню кокілю, площину рознімання. Звичайно вогнетривку фарбу наносять на робочу поверхню кокілю 1 - 2 рази в зміну, зрідка відновлюючи її в місцях, де вона відшарувалася від робочої поверхні. Після цього при необхідності, що частіше буває при литві тонкостінних відливок чи сплавів з низькою текучістю, кокіль підігрівають до робочої температури, тому що за час витягу виливка і фарбування робочої поверхні він охолоджується. Якщо ж виливок досить масивний, то, навпаки, кокіль може нагріватися його теплотою до температури більшої, ніж необхідна робоча, і перед наступним заливанням його охолоджують. Для цього в кокілі передбачають спеціальні системи охолодження.
Як видно, процес литва в кокіль - малоопераційний. Маніпуляційні операції досить прості і короткочасні, а операцією, що лімітує по тривалості, є охолодження виливка у формі до заданої температури. Практично всі операції можуть бути виконані механізмами чи машинами автоматичної установки, що є істотною перевагою способу, і, звичайно, головне - виключається трудомісткий і матеріалоємкий процес виготовлення форми: кокіль використовується багаторазово.
Переваги лиття в кокіль:
- підвищення продуктивності праці в результаті виключення трудомістких операцій приготування сумішей, формування, очищення відливок від пригару. Тому використання литва в кокілі, за даними різних підприємств, дозволяє в 2 - 3 рази підвищити продуктивність праці в ливарному цеху, знизити капітальні витрати при будівництві нових цехів і реконструкції існуючих за рахунок скорочення необхідних виробничих площ, витрат на устаткування, очисні спорудження, збільшити знімання відливок з 1 м2 площі цеху;
- підвищення якості виливка, обумовлена використанням металевої форми, підвищення стабільності показників якості: механічних властивостей, структури, щільності, шорсткості, точності розмірів виливок;
- усунення або зменшення обсягу шкідливих для здоров'я операцій вибивання форм, очищення відливок від пригару, загальне оздоровлення і поліпшення умов праці, менше забруднення навколишнього середовища;
- механізація й автоматизація процесу виготовлення виливка, обумовлена багаторазовістю використання кокілю. Для одержання відливок заданої якості легше здійснити автоматичне регулювання технологічних параметрів процесу. Автоматизація процесу дозволяє поліпшити якість відливок, підвищити ефективність виробництва, змінити характер праці ливаря-оператора, що керує роботою таких комплексів.
Недоліки лиття в кокіль:
- висока вартість кокілю, складність і трудомісткість його виготовлення;
- обмежена стійкість кокілю, вимірювана числом придатних відливок, які можна одержати в даному кокілі. Від стійкості кокілю залежить економічна ефективність процесу;
- складність одержання відливок з заглибленнями, для виконання яких необхідно ускладнювати конструкцію форми - робити додаткові рознімання, використовувати вставки, рознімні металеві чи піщані стрижні;
- непіддатливий кокіль приводить до появи у виливках напруг, а іноді до тріщин.
Цей спосіб лиття застосовують, як правило, в серійних і масових виробництвах.
Ефективність лиття в кокіль звичайно визначають у порівнянні з литтям у піщані форми. Економічний ефект досягається завдяки усуненню формувальної суміші, підвищенню якості виливок, їхньої точності, зменшенню припусків на обробку, зниженню трудомісткості очищення й обдування відливок, механізації й автоматизації основних операцій і, як наслідок, підвищенню продуктивності і поліпшенню умов праці.
Лиття в кокіль варто віднести до трудо- і матеріалозберігаючих, малоопераційних і маловідходних технологічних процесів, що поліпшують умови праці в ливарних цехах і зменшують шкідливий вплив на навколишнє середовище.
Класифікація конструкцій кокілів. У залежності від розташування поверхні рознімання кокілі бувають: нероз'ємні, з вертикальною площиною рознімання, з горизонтальною площиною рознімання, зі складною поверхнею рознімання.
Нероз'ємні кокілі застосовують, коли конструкція виливка дозволяє видалити його з площини кокілю без рознімання.
Кокілі з вертикальною площиною рознімання складаються з двох і більше напівформ. Виливок може розташовуватися цілком в одній з половин кокілю, у двох половинах кокілю, одночасно в двох половинах кокілю й у нижній плиті.
Кокілі з горизонтальним розніманням застосовують переважно для простих по конфігурації, а також великогабаритних виливок.
Кокілі зі складною (комбінованою) поверхнею рознімання використовують для виготовлення виливок складної конфігурації.
У залежності від способу охолодження розрізняють кокілі з повітряним, рідинним і з комбінованим охолодженням. Повітряне охолодження використовують для малотеплонавантажених кокілів. Водяне охолодження використовують звичайно для високотеплонавантажених кокілів, а також для підвищення швидкості охолодження виливка чи його окремих частин.
Дата добавления: 2015-03-07; просмотров: 2071;