Особенности изготовления деталей на станках с ЧПУ
Токарные станки. При изготовлении деталей на токарные станках с ЧПУ геометрические элементы и соответствующие им обрабатываемые поверхности заготовки принято делить на основные и дополнительные. К основным элементам контура принадлежат поверхности, которые могут быть обработаны резцом для контурной обработки с главным и вспомогательными углами в плане φ = 95° и φ1 = 30° (проходные резцы при обработке наружных и торцовых поверхностей и расточные — для внутренних).
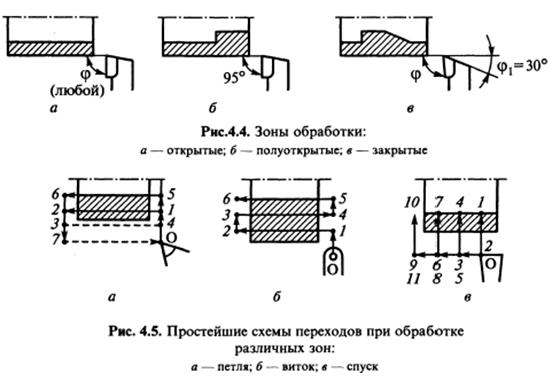
С учетом конфигурации обрабатываемого контура различают три зоны обработки — открытые, полуоткрытые и закрытые (рис.4.4). Вид зоны определяет ограничения на углы резца в плане и выбор схем переходов.
При подготовке УП используют типовые схемы переходов токарной обработки основных поверхностей.
По схеме «петля» (рис. 4.5, а) после рабочего хода 1-2 резец отводится от обработанной поверхности на 0,5 мм (в точку 3) и быстро возвращается назад (в точку 4). Затем аналогично выполняются остальные циклы. Эту схему применяют при обработке открытых и полуоткрытых зон.
По схеме «виток» (или «зигзаг») резец работает на прямой и обратной подаче (рис. 4.5, б). Схему можно применять при обработке зон всех видов.
По схеме «спуск» припуск снимается при радиальном перемещении резца (рис. 4.5, в). Схему часто используют при черновых переходах для закрытых зон.
По схеме «с подборкой» (рис. 4.6, а) резец после выполнения прямолинейного рабочего хода 1-2 движется дальше по наклонному контуру и срезает остатки материала (гребешки) на участке 2-3. Повысить качество обрабатываемых поверхностей и исключить в точках 2 и 11 риски (из-за радиуса резца при вершине) можно, если вводить перебег резца в этих точках, равный половине радиуса инструмента при вершине.
По схеме выполнения черновых переходов для полуоткрытых зон с использованием чернового и получистового (зачистного) прохода «подборка» материала после каждого рабочего хода не производится (рис. 4.6, б). После выполнения последнего чернового прохода инструмент по программе движется вдоль контура детали, срезая гребешки. Такой получистовой проход может быть и окончательным, так как на поверхности не остается рисок.
По «эквидистантной» схеме обработки рабочие ходы инструмента эквидистантны контуру детали (рис. 4.6, в).
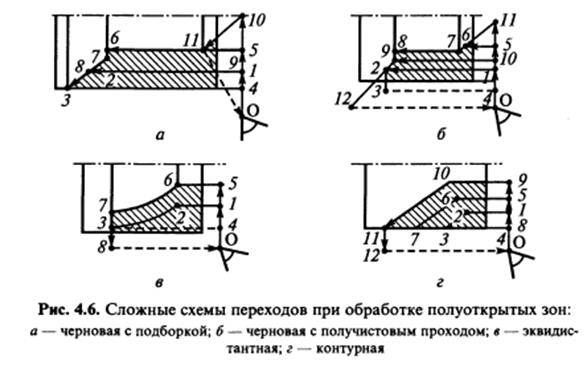
При «контурной» схеме обработка выполняется последовательными циклами (в виде рабочих и вспомогательных ходов), описывающими контур детали и методично приближающимися к нему (рис. 4.6, г). Контурная схема соответствует стандартному циклу и легко программируется.
Разделение обрабатываемого участка на переходы и выбор траектории инструмента в автоматизированных системах проектирования ТП осуществляется с помощью ЭВМ. Обрабатываемый ступенчатый вал (рис. 4.7, а) имеет линейные размеры l1, l2, l3 и диаметральные — d1, d2, d3 (диаметр заготовки dзаг). Зона черновой обработки ограничена прямыми I, II, III и с учетом чистового припуска имеет диаметральные размеры ступеней Х1, Х2, Х3 (рис. 4.7, б).
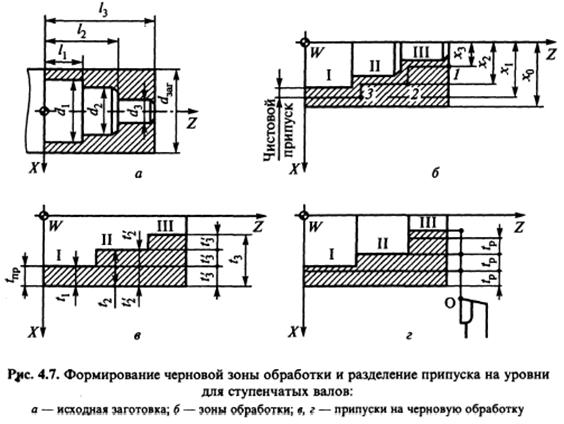
Чтобы определить число проходов, черновую зону разбивают горизонтальными
Дата добавления: 2015-02-23; просмотров: 1919;