Выбор методов упрочнения
В условиях ГАП роль и требования к инструментальной оснастке значительно возрастают. Режущий инструмент должен удовлетворять следующим требованиям: обеспечение высокой стойкости, удовлетворительное формирование и отвод стружки; высокая жесткость и виброустойчивость; быстросменность при наладке или замене; точность Обработки при заданной производительности.
Материал режущего инструмента должен обеспечивать: стабильность режущих свойств; повышенную общую и особенно размерную стойкость; прочность и надежность инструмента. Существует ряд путей реализации указанных требований: применение обладающих высокими режущими свойствами материалов; обеспечение мелкозернистой структуры сталей; обеспечение балла карбидной неоднородности (менее двух единиц) за счет многократной проковки и других способов; применение материалов, обладающих повышенной износостойкостью (сплавы с высоким содержанием титана Ti и низким содержанием кобальта Со); применение износостойких покрытий (азотирование, карбонитрация, лазерное легирование и др.). Для повышения износостойкости и прочности поверхностей деталей, штампов, режущих инструментов применяют специальные методы упрочнения: азотирование (ионное и печное); карбонитрация; цементация; покрытие нитридом титана; лазерное легирование; плазменное напыление.
Широко применяемый метод упрочнения деталей — цементация — имеет ряд существенных недостатков: нагрев до высокой температуры (950° С) и резкое охлаждение при закалке; большие деформации и припуски; обязательное шлифование (с предварительной правкой валов); удаление наиболее качественного упрочненного слоя; неравномерный съем металла и оставшийся упрочненный слой (одна из причин поломок и аварий); увеличение длительности и трудоемкости ТП; громоздкая установка для цементации.
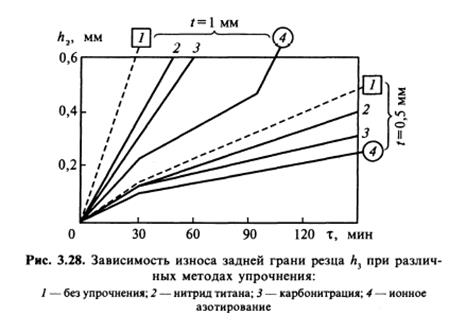
Наиболее прогрессивным и эффективным является метод ионного азотирования, который имеет ряд преимуществ: низкая температура (до 525° С); отсутствие деформаций; короткий цикл ионизации (2...24 ч); не требуется дальнейшей обработки поверхностей; сохранение верхнего упрочненного слоя; равномерность упрочненного слоя; компактность установки; простота эксплуатации; экологически чистый процесс. При упрочнении режущего инструмента методом ионного азотирования их стойкость значительно выше, чем при упрочнении другими методами (рис. 3.28.).
Дата добавления: 2015-02-23; просмотров: 1746;