Электрохимическая обработка
1. Общие сведения. При протекании постоянного электрического тока
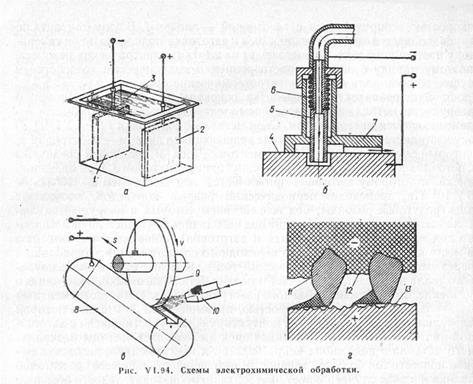
между электродами 1 и 2 (рис. VI.94, а), которые находятся в ванне 3
с раствором электролита, происходят определенные физико-химические
процессы. На одном из них — явлении анодного растворения — основа-
на электрохимическая обработка металлов. Анодное растворение заклю-
чается в том, что при прохождении постоянного тока через электролит
электрод, соединенный с положительным полюсом источника тока (анод),
растворяется. При этом металл анода (заготовки) на поверхности пере-
ходит в ионное состояние и выносится электролитом из рабочей зоны.
Электрохимический процесс иногда комбинируют с механической обра-
боткой, например шлифованием.
2. Электролитическое полирование. Этот метод получил широкое'
распространение при тонкой обработке. На поверхности детали, установ-
ит
ленной в электролитической ванне на аноде, при прохождении тока образуется защитная пленка, предохраняющая впадины микронеровностей от его воздействия. Эта пленка не препятствует растворению микровыступов вследствие того, что на них действует более плотный поток электронов и поверхность детали сглаживается. Шероховатость обработанной поверхности зависит от тщательности предварительной обработки. Обычно в производственных условиях достигают Ка = 0,63—0,08, но при обработке предварительно шлифованных поверхностей может быть достигнута шероховатость 0,04—0,01. Электролитическое полирование успешно используется для окончательной обработки сложных по конфигурации деталей (лопатки турбин, клапаны для подачи горючего, режущие и измерительные инструменты и др.). Помимо уменьшения шероховатости поверхности эта обработка благоприятно сказывается на коррозионной стойкости, усталостной прочности и пределе выносливости металла. Это объясняется тем, что при обработке в поверхностном слое не только не нарушается исходная структура, как это бывает при большинстве других методов обработки, но и удаляется ослабленный при предварительной обработке слой.
3. Другие методы электрохимической обработки. В практике используется и ряд других методов электрохимической обработки металлов. На рис. VI.94, б показано электрохимическое прошивание отверстия. К заготовке 4, являющейся анодом, подается электролит через трубку 5, служащую катодом. Зазор между торцом трубки и обрабатываемой по-
.105
верхностыо, исключающий межэлсктродпыК к........... пкт,.............. ■ . . .. •
ем вытекающего электролита. При ирохождсмши мере > мп.ф.............
рического тока происходит анодное растворение металла шпиишим и р I бочей зоне и продукты растворения уносятся протекающим >лсктролп том через отверстие в ванночке 7. В процессе обработки трубка ■'> ПОД действием пружины 6 совершает движение подачи, сохраняя ПОСТОЯН ным межэлектродный зазор. Процесс может идти таким образом, что движение подачи и сохранение необходимого зазора осуществляется станком, на котором ведется обработка.
Одним из видов электрохимической обработки является электрохимическое «фрезерование» деталей из труднообрабатываемых материалов. На рис. VI.94, в показано фрезерование паза на валу 8, являющемся анодом, с помощью металлического диска — катода 9. Через трубку 10 подается струя электролита. При протекании через цепь электрического тока происходит анодное растворение металла обрабатываемой детали, а продукты растворения удаляются вращающимся диском, которым осуществляется и движение подачи.
Разновидностью электрохимического метода обработки является электроабразивное шлифование, которое ведется электроабразивным кругом, состояшим из абразивных зерен 11 (рис. VI.94, г) и электропроводного наполнителя 12. Круг соединяют с отрицательным полюсом источника тока, а обрабатываемую заготовку 13 — с положительным. В рабочую зону струей подается электролит. Пленка, образующаяся вследствие анодного растворения, снимается абразивными зернами круга, совершающего вращательное и осциллирующее движение. По сравнению с обычным шлифованием этот процесс обеспечивает более высокую производительность, шероховатость поверхности -н0,0^/ , меньший износ шлифовального круга и не влечет за собой появления микротрещин в поверхностном слое, так как в зоне обработки температура повышается незначительно.
Дата добавления: 2015-03-26; просмотров: 1336;