Пример разработки технологического процесса изготовления отливки методом литья в разовые песчаные формы.
Исходные данные: деталь - втулка (рис. 13), материал СЧ 15 - 32, производство массовое.

Рис13. Эскиз детали
 Заданная деталь имеет небольшие размеры, равномерную толщину стенок и сравнительное простое устройство. Внутренние очертания можно получить с помощью стержня. Для надежной фиксации стержня в форме имеются достаточные выходы для знаковых частей, что позволяет выполнить заданную деталь цельнолитой. С точки зрения получения качественной отливки в литейной форме обрабатываемые поверхности V по возможности должны быть нижними или боковыми. Поэтому в литейной форме поверхности детали, размер между которыми равен 350 мм, целесообразнее выполнять боковыми, т.е. отливку располагают горизонтально. При этом варианте формовочные уклоны выполняются на обрабатываемых поверхностях, стержень устанавливается горизонтально, имеется возможность его надежного закрепления. Форма изготавливается в двух опоках, что позволяет применять машинную формовку.
Заданная деталь имеет небольшие размеры, равномерную толщину стенок и сравнительное простое устройство. Внутренние очертания можно получить с помощью стержня. Для надежной фиксации стержня в форме имеются достаточные выходы для знаковых частей, что позволяет выполнить заданную деталь цельнолитой. С точки зрения получения качественной отливки в литейной форме обрабатываемые поверхности V по возможности должны быть нижними или боковыми. Поэтому в литейной форме поверхности детали, размер между которыми равен 350 мм, целесообразнее выполнять боковыми, т.е. отливку располагают горизонтально. При этом варианте формовочные уклоны выполняются на обрабатываемых поверхностях, стержень устанавливается горизонтально, имеется возможность его надежного закрепления. Форма изготавливается в двух опоках, что позволяет применять машинную формовку.
Составление эскизов отливки, модели, стержня
Эскиз отливки.Для определения размеров отливки необходимо выбрать припуски на механическую обработку,которые назначаются на основании данных табл. 2 в соответствии с расположением отдельных поверхностей отливки в литейной форме. После назначения припусков на обработку составляется эскиз отливки (рис.14). На одной из главных проекций показаны линия разъема формы и положение частей отливки в литейной форме.
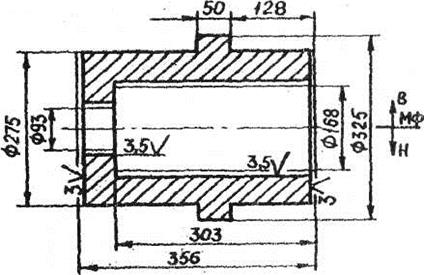
Рис.14. Эскиз отливки
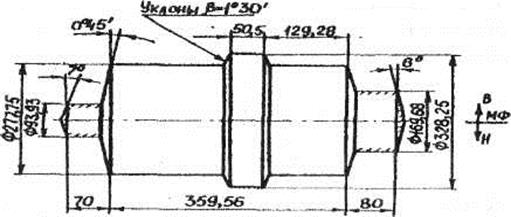
Рис. 15. Эскиз модели
Эскиз модели. Выбранное положение отливки в форме позволяет сделать модель разъемной, состоящей издвух симметричных частей. Размеры знаковых частей назначаются по табл. 4.
Для беспрепятственного извлечения модели из литейной формы без ее разрушения на всех вертикальных поверхностях, параллельных направлению выема модели, предусматриваются формовочные уклоны (см. табл. 3 для металлических моделей).
При разработке эскиза модели учитывается усадка материала отливки, которая для чугуна марки СЧ 15 - 32 равна 1%. На рис.15 приводится эскиз разъемной модели для получения отливки «втулка» с указанием линии разъема формы, а также расположения ее частей в форме: верхняя (В)и нижняя (Н).
Эскиз стержня. Внутренние полости отливки могут быть изготовлены с помощью одного стержня. Такой стержень изготавливается в разъемном ящике, состоящем из двух симметричных половин. Размеры стержня выполняются с учетом усадки металла, т.е. увеличиваются на 1% (для материала отливки серого чугуна). Значения уклонов на знаковой части выбираются из табл. 6.Нарис.16приводится эскиз стержня для получения внутренних очертаний отливки «втулка».
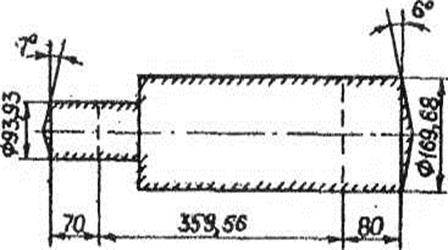
Рис.16. Эскиз стержня
Расчет литниковой системы. Расчету подлежит суммарное сечение питателей, после чего рассчитывается сечение отдельных элементов литниковой системы:
Fпит=  ,см2
,см2
Для определения массы отливки Q необходимо подсчитать ее объем нa основании размеров. При этом отливку следует разделить на части простой геометрической формы и определить объем каждой из них. Общий объем находится суммированием объемов отдельных частей. Объем одной
, масса отливки Q = V
отливки на основании расчетов составляет V~15,2 дм3 р~ 107,9 кг.
Оптимальная продолжительность заливки

Значение удельной скорости заливки К в зависимости от Кv = 2,8 (Q =107,9кг; Vr = 37,8 дм2) находится по табл. 8. Для материала отливки из серого чугуна К = 0,6.
Вопросы для самопроверки.
Каковы основные требования к отливкам?
Как увеличивается качество поверхности отливок?
В чем сущность специальных требований к отливкам?
Какую конструкцию отливки называют технологичной?
Как обеспечивается оптимальная геометрия отливки и ее элементов?
Какие способы литья позволяют получать крупногабаритные
отливки?
Современные способы литья.
Литература
1. Технология конструкционных материалов/ А.М.Дальский,1
И.А.Аргюнов, Т.М.Барсуков и др.- М.: Машиностроение, 1992.- 447 с.
2. Дубинин Г.Н., Тананов А.И. Авиационное материаловедение.- М.:
Машиностроение, 1988.- 320 с.
3. Иванов В.Н. Словарь-справочник по литейному производству.-
М.: Машиностроение, 1990.- 384 с.
4. Литейное производство/А.М. Михайлов, В.В. Баулин, Б.Н. Благов
и др.; Под ред. A.M. Михайлова.- М.: Машиностроение, 1987.- 256 с.
5. Литье по выплавляемым моделям/ В.Н. Иванов, С.А. Казенное,
Б.С. Курчман и др./Под ред. Я.И. Шкленника, В.А. Озерова.- М.:
Машиностроение, 1984.-408 с.
6. Могилев В.К., Лев О.И. Справочник литейщика.- М.: Маши-
ностроение, 1988.- 272 с.
7. Святкин Б.К., Егорова М.Б. Производство отливок в кокили.- М.:
Высшая школа, 1989.- 223с.
8. Специальные способы литья: Справочник/В.А. Ефимов,
Г.А. Анисович, В.Н. Бабич и др.; Под ред. В.А. Ефимова.- М.: Машино
строение, 1991.-436 с.
9. Расчетно-графические работы по технологии конструкционных материалов: методические указания к лабораторным работам / Ф.А. Гарифуллин, Ф.Ф. Ибляминов. - Казань: Изд-во Казан, гос. технол. ун-та, 2005.—56с.
Дата добавления: 2015-03-19; просмотров: 3071;