Определение штамповочных уклонов и радиусов закруглений.
Штамповочные уклоны, внутренние радиусы закруглений, перемычки отверстий относятся к так называемым кузнечным напускам. Штамповочные уклоны предназначены для удобства извлечения поковки после штамповки из ручья, а также для облегчения заполнения ручья при ковке. Штамповочные уклоны предусматриваются на всех поверхностях деталей, располагающихся параллельно движению бабки молота или ползуна пресса. Величина штамповочных уклонов выбирается потабл. 4.
Таблица 4.
Величина штамповочных уклонов
| Штамповочное оборудование | Уклоны, град | |
| Внешние | Внутренние | |
| Молоты | ||
| Прессы с выталкивателем выталкивателем | ||
| Горизонтально-ковочные машины |
Радиусы закруглений необходимы для получения плавных переходов с одной поверхности ковки на другую. Согласно ГОСТ 7505-74 радиусы закруглений (табл. 5) зависят от массы поковки и глубины полости ручья штампа.
Таблица 5.
Значения наименьших радиусов закруглений поковок
| Масса поковки, кг | Радиусы закруглений приглубине полости ручья штампа, мм | ||||
| до 10 | 10-25 | 25-50 | свыше 50 | ||
| До 1,0 | 1,0 | 1,5 | 2,0 | 3,0 | |
| 1,0-6,0 | 1,5 | 2,0 | 2,5 | 3,5 | |
| 6,0-16,0 | 2,0 | 2,5 | 3,0 | 4,0 | |
| 16,0-40,0 | 2,5 | 3,0 | 4,0 | 5,0 | |
| 40,0-100,0 | 3,0 | 4,0 | 5,0 | 7,0 | |
| Свыше 100 | 4,0 | 5,0 | 6,0 | 8,0 |
Толщина S обычной плоской перемычки зависит от её диаметра D, высоты h (рис. 1) и может быть определена по эмпирической формуле
S = 0,45  + 0,6
+ 0,6  , мм. (1)
, мм. (1)
Радиус закругления поковки R, находится по формуле
R1=(R+0,l h1+2), мм, (2)
где h, - глубина наметки; R - наименьший радиус закругления поковки (см. табл. 5).
Наметки выбираются для поковок, диаметры отверстий которых равны или больше 30 мм.
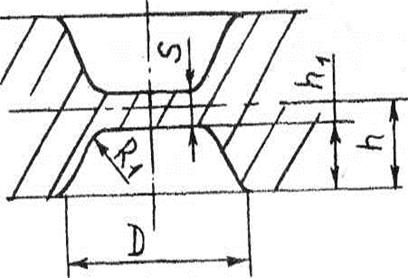
Рис.1. Наметка отверстия с перемычкой
Определение размеров канавки для заусенца
Заусенец (или облой) - это разновидность кузнечного напуска в виде тонкого слоя металла поковки, находящегося по плоскости разъёма штампа. Заусенец предназначен:
для создания уплотнительного кольца вокруг поковки,
предотвращающего вытекание металла и оказывающего сопротивление его
движению между половинами штампа;
для поглощения (аккумулирования) излишка металла,
образующегося вследствие превышения размеров заготовки по сравнению с
размерами ручья штампа;
3) для смягчения удара верхней половины штампа о нижнюю.
Канавка заусенца по своей ширине имеет два участка: мелкий
(мостик), прилегающий непосредственно к ручью, с размерами h и Ь; глубокий, называемый магазином, с размерами h1 и b1 (рис. 2)
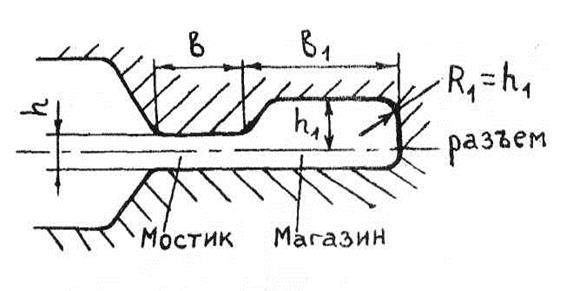
Рис.2. Форма облоиной канавки для молотовых штампов
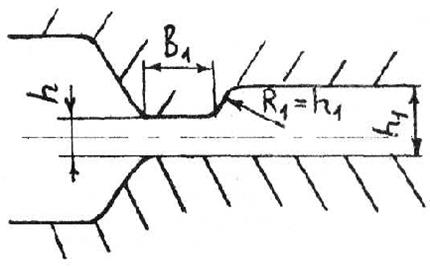
Рис. 3. Форма заусенечной канавки для прессовых штампов
При штамповке на молотах h = 0,015  , где Fn - площадь
, где Fn - площадь
проекции поковки на плоскость разъёма, мм2. По размеру h определяют все остальные размеры канавки для заусенца (табл. 6).
Форма заусенечной канавки для прессовых штампов представлена на рис. 3, а значения параметров канавки - в табл.
Таблица 6.
Размеры канавки заусенца молотового штампа
| h, мм | b, мм | h1, мм | b1, мм | Площадь поперечного сечения канавки Sk, см2 | |
| 0,6 | 0,52 | ||||
| 0,8 | 0,69 | ||||
| 1,0 | 0,80 | ||||
| 1,6 | 3,5 | 1,02 | |||
| 2,0 | 1,36 | ||||
| 3,0 | 2,01 | ||||
| Таблица 7. Размеры заусенечной канавки для прессовых штампов | |||||
| Вес поковки, кг | h, мм | b, мм | h1, мм | Площадь поперечного сечения канавки Sk, см2 | |
| До 1,0 | 1,6 | ||||
| 1,0-1,25 | 1,6 | 2,1 | |||
| 2,5-4,0 | 2,0 | 2,4 | |||
| 4,0-12,0 | 3,0 | 3,8 | |||
| 12-30 | 4,0 | 4,5 | |||
У круглых в плане заготовок заусенец в среднем заполняет около 0,5, а у остальных - около 0,8 объёма канавки.
Определение массы и размера заготовки
Масса заготовки рассчитывается по формуле :
Q заг = Qn + Qзаус +Qуг (3)
где Qn ,Qзаус ,Qуг - соответственно массы поковки, заусенца и угараемого материала при штамповке :
Qзаус = (0,5 – 0,8) pSk (4)
 где р - плотность металла заготовки, г/см3 (для стали р=7,8 г/см3); Р -периметр поковки, см.
где р - плотность металла заготовки, г/см3 (для стали р=7,8 г/см3); Р -периметр поковки, см.
Масса угараемого металла Q уг, принимается в пределах 2-3% от массы поковки за один нагрев.
Размеры исходной заготовки определяются в зависимости от метода штамповки. Для поковок, изготавливаемых путём осадки в торец, диамеяр D и длина L заготовки находятся исходя из вычисленного объёма заготовки
Vзаг =Qзаг /p так, чтобы сохранилось соотношение :
Dзаг=l,08-  (5)
(5)
где m =  Значение параметра m обычно составляет от 1,6 до 2,2.
Значение параметра m обычно составляет от 1,6 до 2,2.
Для поковок, штампуемых поперёк оси заготовки, диаметр D и длина заготовки L рассчитываются исходя из вычисленного объёма заготовки  по формулам :
по формулам :
Lзаг = Lпок – (5-10), мм (6)
где Lпок -длина поковки; Sзаг - площадь поперечного сечения заготовки.
Определение параметров штамповочного оборудования
Масса падающих частей М (кг) молота двойного действия для штамповки в открытых штампах находится по следующим формулам: - для поковок круглой формы в плане :
М= 10( 1 -0,005Dn)( 1,1+2/Dn) (0,75+0,001 D 2n σв); (7)
-для поковок некруглой формы в плане

где Dn - диаметр круглой поковки, см; σв - предел прочности материала поковки при температуре конца штамповки (табл. 8); Dпр, - приведённый диаметр некруглой поковки, мм, равен 1,13  ; Fn - площадь поперечного сечения некруглой поковки, см2; Ln - длина некруглой поковки, см; Вср -средняя ширина некруглой поковки, см, равная Fn/Ln.
; Fn - площадь поперечного сечения некруглой поковки, см2; Ln - длина некруглой поковки, см; Вср -средняя ширина некруглой поковки, см, равная Fn/Ln.
Таблица 8.
Предел прочности сталей при температуре конца штамповки и температурные интервалы горячей штамповки сталей
| Марка стали | Предел прочности стали конца штамповки, кг/мм2 | Температурный интервал штамповки, °С | |
| Начало | Конец | ||
| Ст. 2 | 5,5-6,0 | ||
| Ст. 3 | |||
| Ст.20, ст. 25 | |||
| Ст. 45 | 6,5-7,0 | ||
| 38ХА | |||
| 30ХГСА | |||
| 38ХМЮА | 7,5-8,0 | ||
| 40XНМА | |||
| 12XН3A | |||
| I2X2H4A | 7,5-8,0 9,0-10,0 9,0-10,0 10,0-12,0 | ||
| 18ХНВА | |||
| 2X13 | |||
| 1X18Н9T |
Расчёт усилия пресса Р при горячей штамповке производится по формулам:
- для поковок круглой формы в плане :
Р=8( I -0,001 Dn)( 1,1 +20/ Dn)σв Fn; (9)
- для поковок некруглой формы в плане

(10)
где Dn- диаметр круглой поковки, мм; Fn - площадь поковки, мм2; Dn р-приведённый диаметр некруглой поковки, мм, равный l,13 ; Ln -длина некруглой поковки, мм; Вср- средняя ширина некруглой поковки, мм, равная Fn/Ln.
Усилие штамповки на горизонтально-ковочных машинах Р рассчитывается по формуле :
P = 5 Fnσв (11)
где Fn- площадь проекции поковки на плоскость, перпендикулярную движению пуансона, мм2.
Дата добавления: 2015-03-19; просмотров: 2689;