Сварка и наплавка деталей под слоем флюса
При сварке под слоем флюса (рис. 4.3) дуга горит между сварочной проволокой 1 и свариваемым изделием 5 под слоем гранулированного флюса 4. Ролики 2 специального механизма подают электродную проволоку в зону дуги 6.
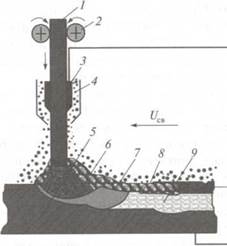

Сварочный ток (переменный или постоянный, прямой или обратной полярности) подводится к проволоке с помощью скользящего контакта 3, а к изделию — постоянным контактом. Сварочная дуга горит в газовом пузыре, который образуется в результате плавления флюса и металла. Кроме того, расплавленный металл защищен от внешней среды слоем расплавленного флюса 8. По мере удаления дуги от зоны сварки расплавленный флюс застывает и образуем шлаковую корку 10, которая впоследствии легко отделяется от поверхности шва.Флюс засыпается впереди дуги из бункера слоем толщиной 40—80 мм и шириной 40—100 мм. Нерасплавленный флюс после сварки используется повторно. Расплавленные электродный и основной металлы 7 в сварочной ванне перемешиваются и при кристаллизации образуют сварной шов 9.
Преимущественное применение находит сварка проволокой (проволочным электродом). Однако в последнее время все большее распространение получает наплавка ленточными или комбинированными электродами.
К достоинствам сварки под флюсом относятся:
— высокая производительность процесса благодаря использованию больших токов, глубокому проплавлению, почти полному отсутствию потерь металла на угар и разбрызгивание (не более 3 %);
— высокое качество наплавляемой поверхности в результате хорошей зашиты флюсом сварочной ванны;
— незначительное количество неметаллических включений в металле шва;
— возможность легирования наплавляемого металла через флюс;
— лучшее использование тепла дуги (по сравнению с ручной сваркой расход электроэнергии уменьшается на 30—40 %);
— лучшие условия труда сварщика;
— и ряд других.
Вместе с тем, этот вид сварки имеет ряд недостатков:
— значительный нагрев изделия;
— повышенная текучесть расплавленных металла и флюса, что позволяет вести сварку только в нижнем положении и наплавлять детали диаметром не менее 40 мм;
— необходимость в отдельных случаях повторной термической обработки;
— невозможность непосредственного наблюдения за формированием сварочного шва.
Сварка под флюсом используется при изготовлении и ремонте конструкций и деталей ответственного назначения, которые должны быть надежными при эксплуатации в условиях низких и высоких температур.
Для рассматриваемого вида сварки и наплавки при ремонте подвижного состава наибольшее применение находят флюсы марок АН-348А, АН-348В, ОСЦ-45, AHU-1 и др. Такие флюсы рекомендуются для сварки низко- и среднеуглеродистых сталей. Для сварки и наплавки низко- и среднелегированных сталей используются флюсы АН-348А, АН-60, АН-22 и другие в сочетании с проволоками марок Св-08А, Св-08ГА и проволоками, легированными хромом, молибденом, никелем. В табл. 4.1 приведено назначение некоторых марок флюсов и проволок.
Таблица 4.1
Флюсы и проволока для автоматической сварки
|
Для получения при восстановлении деталей слоев с повышенными физико-механическими свойствами при наплавке под флюсом используются наплавочные проволоки, которые подразделяются на 3 группы: из углеродистой стали типа Нп-30, Ми 10. Мп 80 и др.; из легированной стали Нп-30Х5, Нп-ЗОГСА, Ми 10ЧФЛ и др.; и I высоколегированной стали, например, Нп-4Х13, Ми ГЛ'МПФ. Ми 45Х2ВХТ и др.
Для повышения производительности наплавки под флюсом в качестве наплавочного материала используются сплошные или порошковые ленты толщиной 0,3 - 1 мм и шириной 20—100 мм.
Дата добавления: 2017-11-04; просмотров: 935;