Оборудование для мойки деталей.
Промывные баки и моечные машины. Для очистки от солей, масла и грязи детали после термической обработки промывают горячем (80—90° С) растворе щелочи с содержанием 3—10% каустической или кальцинированной соды.
К промывочному баку подводят воду и пар для нагрева раствора. В нижней части бака установлен кран для спуска раствора в канализацию. Для лучшего перемешивания раствора внутрь бака иногда подают сжатый воздух. Промывку деталей делают в корзинах в течение 5—10 мин. Сушат детали на воздухе.
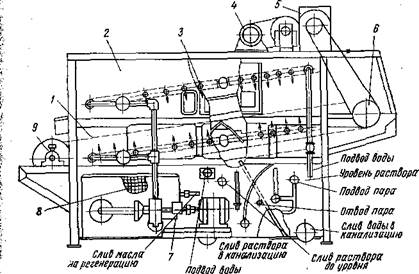
Рис. 3, Конвейерная моечная машина типа МКП:
1 — конвейерная лента, 2 — корпус, 3 — распределитель с разбрызгивателем, 4 — привод,5 —щитуправления, 6 — вал, 7 —насосная установка, 8 — фильтр, 9 — вал
На заводах с большим объемом термически обрабатываемых деталей для промывки применяют моечные машины различных типов: конвейерные с наклонно-замкнутым транспортером типа МКП, барабанные со шнековым транспортером, двухсекционные типа ММБс горизонтальным толкателем и шаговым транспортером Для крупных деталей типа ММТ; рольганговые типа ММР с подвесным конвейером. Рядом с буквенным обозначением ставятся цифры, указывающие основные размеры рабочего пространства (дм) — ширину, длину, высоту.
На рис. 3, показана конвейерная моечная машина типа МКП. В машине детали промывают горячим содовым раствором с последующим охлаждением водой. Конструкция машины допускает вариант промывки деталей без водяного охлаждения. Внутренняя часть сварного корпуса машины разделена перегородкой на две секции.
В первой секции на детали сверху и снизу подается горячий раствор через распределители с разбрызгивателями, во второй секция детали охлаждаются водой. Конвейерная лента натянута на два гладких барабана. Вал ведущего барабана приводится во вращение электродвигателем.
Содовый раствор, подаваемый насосом из бака через фильтр, промывает детали и возвращается в бак. Раствор разогревают паром. Сверху моечная машина закрыта крышкой.
 После моечной машины рекомендуется устанавливать сушильную камеру, так как на выходе из машины и до поступления в отпускную печь поверхность детали окисляется.
После моечной машины рекомендуется устанавливать сушильную камеру, так как на выходе из машины и до поступления в отпускную печь поверхность детали окисляется.
| Рис. 93. Гидравлический правильный пресс |
Дата добавления: 2017-05-18; просмотров: 1559;