Тесіктерді тесіп-кеңейту және ішкі беттерді өңдеу
Тесіктерді кеңейту. Токарь тобындағы станоктарда кескіштермен өңдеу тесу мен үңгілеу арқылы өңдеумен салыстырғанда дәлдіктің жоғары және беттердің кедір-бұдырлығының төмен болуына қол жеткізуге мүмкіндік береді.
Тесіктерді өңдеу кезінде жылдам кескіш және қатты қорытпалы кескіштер қолданылады. Әртүрлі тесіктерді стандартты кесу кескіштерімен өңдеу сұлбалары 2.6-суретте келтірілген.
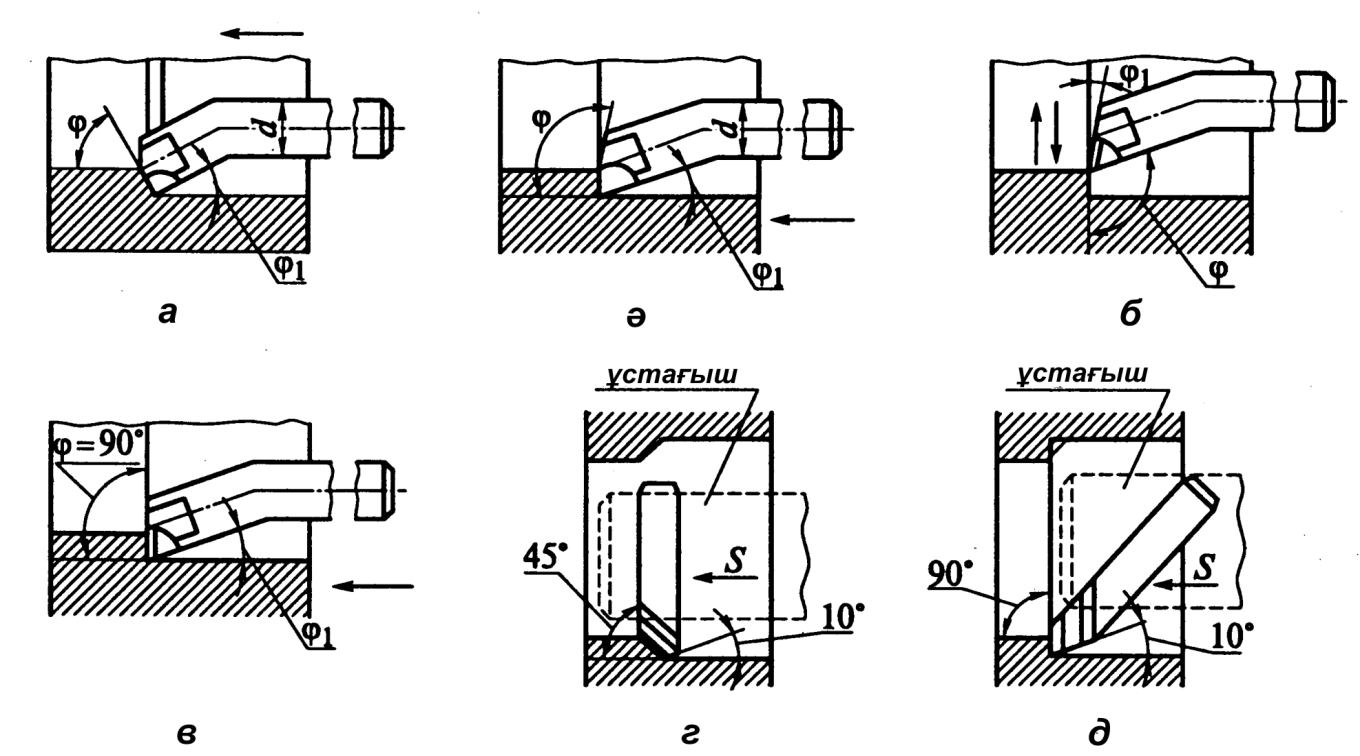
2.6-сурет. Кесіп кеңейту кескіштерімен тесіктерді өңдеу сұлбалары:
а – диаметрлері 100…150 мм тесіп өтетін тесіктерді кесіп кеңейту; ә, б, в – диаметрлері 100…150 мм тесіп тірелетін тесіктерді сатылап кесіп кеңейту; г – тереңдігі 100…150 мм одан жоғары тесіп өтетін және тесіп тірелетін тесіктерді кесіп кеңейту; д – дәл осы тесіп тірелетін тесіктер үшін
Ішкі кертпештерді кесуді бойлық (2.6-сурет а) және көлденең (2.6-сурет б) берілістер арқылы орындауға болады [10]. Бойлық беріліс арқылы кесу кезінде кескіш ұстағышын 50 бұрышқа бұру керек.
Тіке өтетін тесіктерді ұстағыш кескіштермен тесу кезінде кескіш өзегін ұстағыш осіне перпендикуляр орналастырады (2.6-сурет г), ал соңына шейін өтпейтін тесіктерді өңдеуде - 45 және 600-қа бұрып (2.6-сурет д) бекітеді.
Тесудің ең қарапайым және кең тараған сұлбасы – тесіктерді құралкүймешікте консольді бекітілген кескішпен өңдеу болып табылады.
Тесіктерді тесу. Бұрғы кескішпен салыстырғанда күрделірек аспап болып саналады да, оның 5 өткір жүзі болады: екі басты (а-в) және (с-d), екі көмекші (в-е) және (d-f), сонымен бірге аралық өткір жүз (а-с) (2.7-сурет) [10].
2.7-сурет. Бұрғының кесу бөлігінің геометриялық параметрлері
Көмекші өткір жүздер – бұрғының барлық жұмыс беттері бойымен жүретін бұрандалы жиектер. Жону тәсіліне байланысты бұрғының артқы беті конусты, бұрандалы, цилиндрлі және жазық болуы мүмкін. Басты кесу жазықтығында бұрғы өзіне тән геометриялық параметрлері бар кескіш формалы болады.
Пландағы басты бұрыш  80-1400 аралығында болады. Бұрғы төбесінің бұрышы 2
80-1400 аралығында болады. Бұрғы төбесінің бұрышы 2  -ге тең, аспапты болаттан жасалған бұрғының пландағы көмекші бұрышының орташа мәні
-ге тең, аспапты болаттан жасалған бұрғының пландағы көмекші бұрышының орташа мәні  1=2…40.
1=2…40.
Аралықтың еңіс бұрышы  (аралық өткір жүз проекциясы мен басты өткір жүздің бұрғы осіне перпендикуляр жазықтыққа проекциясының арасындағы бұрыш), әдетте
(аралық өткір жүз проекциясы мен басты өткір жүздің бұрғы осіне перпендикуляр жазықтыққа проекциясының арасындағы бұрыш), әдетте  =550. Артқы көмекші бұрыш
=550. Артқы көмекші бұрыш 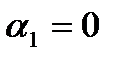 .
.
Тесіктерді үңгілеу. Тесіліп қойған тесіктердің диаметрлерін ұлғайту, сонымен бірге құйылған немесе қалыпталған дайындамаларда тесіктерді жасау үшін біртұтас немесе отырғызу үңгісі қолданылады (диаметрі 32...100 мм болатын тесіктерді өңдеу үшін). Үңгілердің төрт кескіш жиектері болады және құралбіліктің көмегімен станоктың артқы тұғырының сүйеутөлкесінде бекітіледі.
Кішігірім припускті алатын және үш немесе төрт табақшамен бағытталған үңгімен өңделген тесіктің диаметрі мен түзу сызықтылығының бұрғымен өңдеумен салыстырғанда дәлдігі жоғары болады. Үңгілеу кезіндегі берілістер де тесумен салыстырғанда үлкен болады. Үңгімен өңделген тесік бетінің кедір-бұдырлығы төмен болғандықтан, үңгілерді тек қана қаралтым өңдеуде емес, тесуден соңғы тесіктерді жартылай таза өңдеуде де, қаралтым үңгілеуде де, тіптен тесіктерді соңғы өңдеуде де қолданады.
Үңгілеудің геометриялық параметрлері 2.8-суретте көрсетілген. Үңгі тісінде үш өткір жүз болады: басты (а-в), өтпелі (в-с) және көмекші (с-d) (2.8-сурет а).
2.8-сурет. Қатты қорытпалы тілімшелі үңгілердің геометриялық параметрлері: а – тістің кесу қыры; ә – айналма жону
Үңгі мен дайындама материалдарының қасиеттеріне байланысты үңгілердің алдыңғы бұрышы  , артқы бұрышы
, артқы бұрышы  , бұрандалы бунақтың еңіс бұрышы
, бұрандалы бунақтың еңіс бұрышы  болады. Жылдам кескіш үңгілер үшін пландағы басты бұрыш
болады. Жылдам кескіш үңгілер үшін пландағы басты бұрыш  , қатты қорытпалы үңгілер үшін
, қатты қорытпалы үңгілер үшін  . Басты өткір жүздің еңіс бұрышы
. Басты өткір жүздің еңіс бұрышы 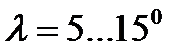 . Жоңқаның беріліс бағыты бойынша қозғалуы үшін
. Жоңқаның беріліс бағыты бойынша қозғалуы үшін  бұрышы теріс мәнді болуы тиіс. Өтпелі өткір жүздің орташа ұзындығы 1 мм, ал
бұрышы теріс мәнді болуы тиіс. Өтпелі өткір жүздің орташа ұзындығы 1 мм, ал  =0,5
=0,5  болуы керек.
болуы керек.
Радиалды бағытта үңгі дірілін жою үшін сақиналық жонуды (2.8-сурет ә) жүргізеді. Осы сақиналық жонуда орналасқан в-с өткір жүзінің Д1 диаметрі үңгінің сыртқы Д диаметрінен 0,4...0,8 мм шамасында кем болады. Шынықтыру жасалмаған болаттардан және салқындатылған дайындамаларды өңдеу кезінде қатты қорытпалы үңгілердің кесу жылдамдығы v=40…150м/мин, ал салқындатылған шойындардан жасалған дайындамаларды өңдеу кезінде v=50…175 м/мин болады.
Тесіктерді ұңғылау. Диаметрі 10 мм-ге дейінгі тесіктерді тесуден соң кеңейтеді. Одан үлкен диаметрлі тесіктерді үңгімен немесе кескішпен өңдейді, сонан соң ғана бір немесе екі кеңейткішпен тазалап кеңейтеді. Тазалап кеңейтудің салыстырмалы кесу тереңдігі аз болады (t=0,05…0,30 мм) , бұл өз кезегінде төмен деңгейдегі кедір-бұдырлыққа және өңделетін бет дәлдігінің жоғары квалитетіне қол жеткізуге мүмкіндік береді.
Ұңғылағыштың ұзындығы  алу бөлігі және ұзындығы
алу бөлігі және ұзындығы  мөлшерлеуші бөлігі (2.9-сурет а) болады. Ұзындығы
мөлшерлеуші бөлігі (2.9-сурет а) болады. Ұзындығы  болатын мөлшерлеуші бөлік жұмыс кезінде ұңғылағышты бағыттауға қызмет етеді. Ал ұзындығы
болатын мөлшерлеуші бөлік жұмыс кезінде ұңғылағышты бағыттауға қызмет етеді. Ал ұзындығы  болатын мөлшерлеуші бөлік үйкелісті азайту және ұңғылағыштың соққысы есебінен тесік диаметрінің ұлғаюына жол бермеу үшін конус жасайды. Конус диаметрлерінің айырмасы 0,03...0,05 мм құрайды.
болатын мөлшерлеуші бөлік үйкелісті азайту және ұңғылағыштың соққысы есебінен тесік диаметрінің ұлғаюына жол бермеу үшін конус жасайды. Конус диаметрлерінің айырмасы 0,03...0,05 мм құрайды.
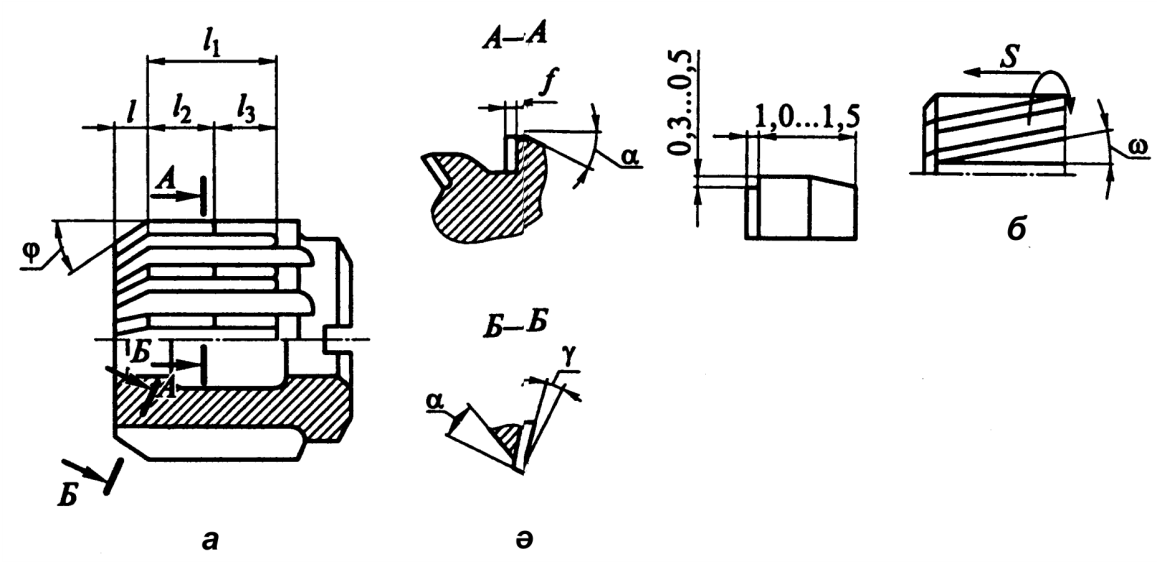
2.9-сурет. Қатты қорытпалы тілімшелі отырғызу ұңғылағышы:
а – алу бөлігімен; ә – айналма жонумен; б – еңіс (бұрандалы) тістермен
Алдыңғы және артқы бұрыштарды ұңғылағыштың кесу бөлігіне және өңделетін дайындама материалына байланысты таңдап алады. Аспапты болаттардан жасалған ұңғылағыштар үшін 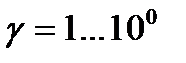 , ал қатты қорытпалы ұңғылағыштар үшін
, ал қатты қорытпалы ұңғылағыштар үшін  . Ал артқы бұрыш
. Ал артқы бұрыш  өңделетін материал жұмсақ болған сайын,
өңделетін материал жұмсақ болған сайын,  бұрыш та үлкен болуы тиіс.
бұрыш та үлкен болуы тиіс.
Ұңғылағыштың мөлшерлеуші бөлігінде екі  мм болатын цилиндрлік қиықжиек болуы тиіс, ал көмекші артқы бұрыш
мм болатын цилиндрлік қиықжиек болуы тиіс, ал көмекші артқы бұрыш  .
.
2.9-суретте алу бөлігі сақиналық жонумен алмастырылған ұңғылағыш сұлбасы келтірілген. Мұндай ұңғылағыштар өңделген бетте төмен кедір-бұдырлықты қамтамасыз етеді.
Жоңқа тезірек жылжу үшін, бұл көбінесе жұмсақ материалдан жасалған дайындамаларды өңдеуде маңызды, ұңғылағыштарды еңіс (бұрандалы) тістермен жасайды (2.9-сурет б). Тістердің еңіс бұрышы  . Дайындама материалы жұмсақ болған сайын,
. Дайындама материалы жұмсақ болған сайын,  бұрышы да үлкен болуы керек.
бұрышы да үлкен болуы керек.
Технологиялық тозуға сәйкес келетін ұңғылағыштардың орташа төзімділік периоды болаттан жасалған дайындамаларды өңдеу кезінде 18...84 мин құраса, шойыннан жасалған дайындамалар үшін 36...150 мин құрайды.
Диаметрі 10...80 мм болатын қатты қорытпалы ұңғылағыштар үшін кесу жылдамдығы дайындама материалына, кесу тереңдігі мен беріліске байланысты салқындатылған және шынықпаған болаттан жасалған дайындаманы өңдеу кезінде 10...50 м/мин құраса, салқындатылмаған шойынды материалдар үшін 10...18 м/мин болады.
Тесіктерді тартажону. Өңдеудің бұл түрі массалы, ірі сериялы және сериялы өндірісте кеңінен қолданылады. Өнімділік, дәлдік және кедір-бұдырлық тұрғысынан алғанда тесіктерді тарту металдарды кесіп өңдеудің алдыңғы қатарлы тәсілдеріне жатады. Тесіп кеңейтумен салыстырғанда, мысалы, тесіктерді тартудың өнімділігі 8-9 есе жоғары болады.
Тесіктерді тарту көп өткір жүзді аспап – тартажонғыштың көмегімен жүзеге асырылады (2.10-сурет). Ішкі тартумен әртүрлі тесіктер: шеңберлі (цилиндрлік), оймакілтектік, көпқырлы және басқа өңделеді. Цилиндрлік тесіктерді өңдеу кезіндегі тартуға арналған припуск тесік диаметріне 0,5...1,5 мм-ді құрайды.
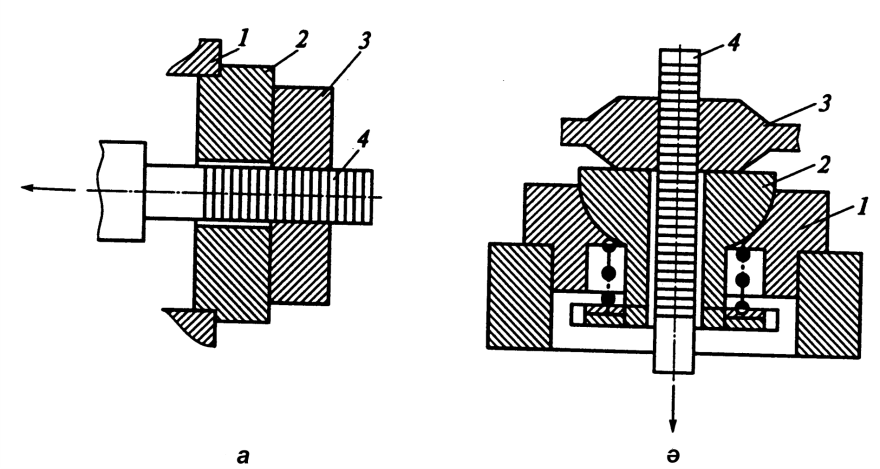
2.10-сурет. Тесіктерді тартып жону сұлбасы:
а – горизонталды; ә – вертикалды; 1 – қатты тірек; 2 – дөңгелек тірек; 3 – өңделетін дайындама; 4 – тартып жону аспабы
Қобылау – тартудың бір түрі, өңдеу қобылағыш деп аталатын тартажонғышпен салыстырғанда қысқалау аспаппен жүргізіледі. Қобылау кезінде аспап қысу кернеулігіне тап болса, тарту кезінде – созу кернеулігіне ие болады, сондықтан да қобылағыштың ұзындығын 250...400 мм аралығында жасайды.
Дата добавления: 2016-12-08; просмотров: 2022;