Лекция 9. Аяқ киім бөлшектерін қалыптау. Иіп қалыптау. Созып қалыптау.
Материалдарды қалыптау операциялары аяқкиім және былғары галантерея өндірісі технологиясының негізгі үрдістеріне жатады.
Өңдеу тәсілі - бойынша қалыптауды параллельді, бір ізді және параллельді – бір ізді деп бөлуге болады.
Қазіргі уақытта негізінен жоғары өнімді параллельді және параллельді-бірізді тәсілді қалыптау қолданылады.
Бөлшектердің деформациялану түріне қарай қалыптау операцияларын иіп, созып және сығып (қысып) орындауға болады. Әдетте аяқкиім бөлшектерін қалыптау кезінде, үш түрлі деформация байқалады, бірақ соның бірі ғана түрі басым болады.
Өз қасиеттерін сақтап аяқкиім материалдарының елеулі шамада өз қасиеттерін жоғалтып деформациялану жағдайы оның торлы құрылысымен түсіндіріледі. Қалыптау үрдісінің технологиясын дұрыс жүргізу, оңтайлы деформацияларды анықтау үшін, былғаралардың беріктік қасиеттерін бірден төмендететін, олардың қайталмайтын құрылымдық өзгерулері мүмкін екенін ескеру қажет.
Иіп қалыптау.Иію арқылы негізінен былғары бұйымдарын сфералық, цилиндрлі және конусты формаларды пайдалана отырып қалыптайды. Аса сапалы қалыптау үшін, арнайы пресс-формаларды де қолданады. Жайпақ материалдан кеңістік форманы тиісті формалы пішімі бөлшектер көмегімен алуға болады.
Қалыптаудың мұндай тәсілі кезінде, тілімдердің шеттерін жарты сфера бетіне июден кейін, бекітіп қою керек. Бұл тәсіл аяқкиім өнеркәсібінде пайдаланылады. Мысалы аяқкиім үстінің дайында-масының өкше бөлігін дөңес формалы ету үшін, оның артқы сызығы /тігіс сызығы/ қалып жазбасының контуры бойынша орындалады. Аяқкиімнің кейбір үлгілерінде дайындаманың тұмсық бөлігін де осылайша өңдейді, оның қалыптау кезіндегі артық бөліктерін алып тастайды. Бұл кезде, тұмсық екі жарты бөлшектерден тігіледі.
Аяқ киім және былғары галантерея бұйымдар бөлшектерін қалыптау тек қана күрделі кеңістікті форма алу үшін емес, сонымен қатар материалдың қасиетін созылу мен сығылу арқылы өзгерту үшін де қолданылады. Сондықтан иіп қалыптауды таза күйінде ешқашан қолданбайды.
Созып қалыптау.Жайпақ материалға сфераны немесе соған ұқсас форманы бір немесе екі өсті созу арқылы беруге болады. Созылу кезіндегі деформацияның күші тәуелділігінің формуласы  екені белгілі.
екені белгілі.
Былғарының созылу қабілетін пайыз мөлшердегі салыстырмалы керілу көрсеткіші арқылы сипатталады.
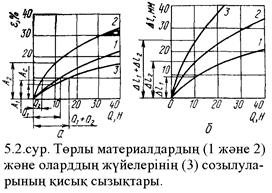
Зерттеулер былғарымен матаның және олардың жүйелерінің созылу қисығы парабола тәрізді  өрнегімен өрнектелетінін көрсетті.
өрнегімен өрнектелетінін көрсетті.
Мұндағы А - созылу коэфициенті, пайыз; Q - күш, Н.
Материалды өн бойымен созғанда, ол көлденең бағытында қысқарады. Тор көзді материалдардың көлденең қысқаруы тор көзді материалдадікінен жоғары. Пуассон коэффициенті 0.5-тен жоғары болмайды. Сол жағдайда былғары мен матаның көлденең қысқару коэфициенті, яғни көлденең қысқарудың  салыстырмалы ұзаруға
салыстырмалы ұзаруға  қатынасы
қатынасы  0,4-тен 1,58 шамада ауытқиды.
0,4-тен 1,58 шамада ауытқиды.
 Қалыптау кезіндегі бөлшектердің деформациясын тәжірибелік есептеу үшін
Қалыптау кезіндегі бөлшектердің деформациясын тәжірибелік есептеу үшін  деп саналады. Деформацияны әсіресе матадан және жасанды былғарыдан жасалған бөлшектердің деформациясын дәл есептеу үшін, көлденең қысқару коэффициентін әр жағдай үшін бөлек орнату керек.
деп саналады. Деформацияны әсіресе матадан және жасанды былғарыдан жасалған бөлшектердің деформациясын дәл есептеу үшін, көлденең қысқару коэффициентін әр жағдай үшін бөлек орнату керек.
Былғары мен матаның бір өсті созылу кезіндегі көлденең бағытта қысқару қабілетінің күрделі формасын алу үшін маңызы зор.
жарты сфералы бет алу үшін, материал радиал бағытта 22 пайызға дейін деформациялау қажет, бұл оның периметрі бойынша осындай қысқару береді.
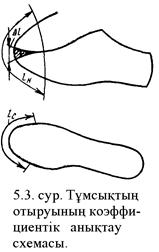
Егер, жайпақ тұмсық ауданы және қалыптың тұмсық бөлігінің ауданы арасындағы айырмашылықты жойса, аяқкиім үстінің дайындамасын ұлтарақ қырында қатпарсыз қалыптауға болады /5.3 сурет/. 5.3 суреттен қалыптау кезінде қатпарлар пайда болмас үшін, жұлықтың ұлтарақ бөлігінде көп материал алып тастау қажет екені көрініп тұр.
Қажетті созылу /қысқару/ шамасы беттің формасына байланысты және келесі жолмен анықталады. Қалыптың орташа көшірмесі бойынша, керме жиегіне әдіп қалдырмай, жайпақ тұмсықтың нұсқасын тұрғызады да,  сыртқы сызықтың ұзындығын анықтайды.
сыртқы сызықтың ұзындығын анықтайды.
 Тұмсық нұсқасының
Тұмсық нұсқасының  тең бөлігі қатпарсыз бүйір қырын алуға қажетті артық бөлік болып табылады, оны алып тастау қажет. Бұл шаманы қалып қабырғасының ұзындығын немесе ұлтарақтың тұмсық бөлігінің контурының
тең бөлігі қатпарсыз бүйір қырын алуға қажетті артық бөлік болып табылады, оны алып тастау қажет. Бұл шаманы қалып қабырғасының ұзындығын немесе ұлтарақтың тұмсық бөлігінің контурының  ұзындығын өлшеу арқылы анықтауға болады. Пайызбен өрнектелген және жайпақ тұмсық ұзындығына қатысты
ұзындығын өлшеу арқылы анықтауға болады. Пайызбен өрнектелген және жайпақ тұмсық ұзындығына қатысты  айырмасын тұмсықты отырғызу коэффициенті деп атайды:
айырмасын тұмсықты отырғызу коэффициенті деп атайды:
Әртүрлі аяқкиімдер үшін, отырғызу коэффициентінің мәні әртүрлі: жайпақ және тар тұмсығы бар әйелдер аяқкиімі үшін - 16 пайыз; үсті юфттен жасалған етіктер үшін 32 - пайыз, күнделікті киетін аяқкиім үшін - 22-26 пайыз. Сондықтан да, әйелдер аяқкиімінің тұмсығын, юфть етігінікіне қарағанда қалыптау оңай.
Қалыптағаннан кейін, аяқкиім үстінің дайындамасы деформацияланған күйінде қалыпта ұсталынып тұрады, сондықтан ұстап тұрып қалыптаудың диаграммасы ОАВСС қисығымен көрсетіледі
Демек, қалдық деформациясына ұзарудан басқа, ұстап тұру уақыты да әсер етеді. ұстап тұру уақытының артуымен шартты қалдық деформация жоғары иілімді деформацияның кемуі салдарынан үлкен болады, бұл материалдың қалдық тұрақтылығына дұрыс ықпал жасайды.
Материалдың ылғалдылығы өскен сайын бір күшті қайта-қайта бергенде ол үлкенірек деформацияланады.
мынадай қорытынды жасауға болады аяқкиім үстінің дайындамасын және былғары галантерея бұйымдарын қалыптау кезінде, материалдың сапасын түсірмей және тігістерді бұзбай, оны максимальды дефор-мациялау қажет.
Демек, аяқкиім үстінің дайындамасын нақты бір форма беру үшін ғана емес, сонымен қатар оның қалып тұрақтылығын орнату үшін қалыптайды.
Аяқкиім үстінің дйындамасын қалыптау кезінде бір ізді, параллельды және параллель-бір ізді тәсілдерді және түрлі атқарушы құрал-саймандарды - кемпірауыз, тілік, доңғалақшалар, топсалар, ысырмалы қалыптар, формалар және т.б қолданады.
Аяқкиім үстінің дайындамасын қалыптаудың түрлі тәсілдерін үш әдістің сыртқы, ішкі немесе қайыстырылған - біреуімен қана орындауға болады.
Сыртқы әдіс кезінде күштер сырт жақтан, ішкі әдіс кезінде ішінен, ал қайыстырылған әдіс кезінде - сыртынан да, ішінен де түседі. Осы аталған тәсілдермен қалыптау дайындама түйіндерін және бөлшектерін алдын-ала қалыптау немесе онсыз да орындалады. Дайындама түйіндері мен бөлшектерін алдын-ала қалыптау одан кейін орындалатын операцияларды жеңілдетеді, материалдың деформациясын арттырады, демек бөлшектердің таза ауданын азайтады және аяқкиімнің қалып тұрақтылығын арттырады.
Қалыптардың сыртқы тәсілдерінің ішінде кең тараған түрі керіп-тарту тәсілі бір ізді немесе бір ізді – паралелльді, ал аз тараған түрі - паралелльді.
Керіп-созу тәсілі кезінде қалыптау кемпірауызбен, тілікпен (пластинамен) және доңғалақшалармен орындалады. Дайындамаға қалыптың кеңістік пішіні беріледі, керме жиегі ұлтанға немесе ұлтараққа сым топсалармен немесе желіммен бекітіледі. Паралелльді сыртқы тәсіл (керусіз) кезінде қалыптау тілікпен, топсалармен, баулармен, ішкі тәсіл кезінде - ысырмалы қалыппен, ал қайыстырылған тәсіл кезінде - керіп тарту машиналарының тіліктерімен және ысырмалы қалыппен орындалады.
Аяқкиім үстінің дайындамасының деформациясының шамасы мен сипаты ең бірінші қалыптау тәсіліне, қолданылатын жабдықтармен құралдарға, дайындаманың физика-механикалық қасиеттерінің көрсеткіштеріне оның түрі мен конструкциясына, сонымен қатар қалыптың бүйір бетін жазу ауданымен салыстырғандағы жобалау кезіндегі бөлшектер ауданының кемуіне байланысты болады.
Дата добавления: 2016-11-22; просмотров: 1346;