Лекция. Тегістеу операциялары.
Аяққиiм өнеркәсiбiнде тiгiстердiң бiрнеше түрлерi қолданылады: алмаз құралының шетiмен немесе тегiстеу терiсiмен тегiстеу (ұлтандардың жүрмейтiн жағын, ұлтарақтарды, ұлтандардың қырларын және өкшелердi тегiстеу); алмаз құралының бүйiрiмен тегiстеу немесе аяқкиiм асты бөлшектерiн құрал өсiне перпендикуляр жазықтыққа жiберiп, тегiстеу терiсiмен тегiстеу (ұлтарақтарды, қалыптанған ұлтандарды периметрi бойынша тегiстеу); алмаз құралының бүйiрiмен немесе құралдың өсiнiң бойымен бағытталған тұрақты күш кезiнде тегiстеу терiсiмен тегiстеу (ұлтанның өкше бөлiгiн және реквизиттардың орындарын тегістеу)  .
.
Бөлшектердi түрпiлi өңдеудiң кең қолданылуына аяқкиiм астын желiм әдiсiмен бекiтудi енгiзу ықпал еттi.
Аяқкиiм материалдары мен асты бөлшектерiн тегiстеу конструк-циялары әр түрлi машиналарда орындалады.
Ұлтан мен ұлтарақтардың жүрмейтiн жағын желiмдеп бекiту алдында тегiстеу үшiн, ШН-1-О, 04127/Р10, 04163/Р3 /ЧСФР/,343Т және 347 («Сигма» фирмасы Италия) машиналары қолданылады.
Ұлтанның қырларын және өкшелердiң бүйiр бетiн тегiстеу үшiн СКП, МШК-1-0 және 04105/Р6, 04311/Р3 /ЧСФР/ машиналары қолданылады.
Жайпақ ұлтандардың өкше бөлiгiн тегiстеудi ШН-1-0 /ТМД/ 04127/Р10 (ЧСФР), ”Бомбелли” (Италия) фирмасының СТ 6 және ИСМА (Италия) фирмасының 1842 машиналарында орындайды.
Тегiстеу құралының қозғалысы кезiнде, өткiр түйiршiктер материал бетiн тырнап, iз қалдырады. Түйiршiктердiң арасы кiшкентай болғандықтан, тырналған iздер бiр-бiрiне жақын өтедi де, материалдың кесiлген жұқа беттері бөлiнiп түседi. Түйiршiктер шетiнiң өтпестенуіне қарай, кесу кедергiсi артады; ол түйiршiктердi ұстап тұратын күштерден үлкен болған кезде, түйiршiк баудан бөлiнiп, өткiр қыры бар түйiршiк бетін ашады. Сондықтан, тегiстеу құралдары өзiн-өзi өткiрлегiш болып табылады.
Тегiстеу құралдарын дайындайтын түрпiлi заттар табиғи және жасанды болып екiге бөлiнедi.
Табиғи материалдарға минералдар жатады, атап айтқанда, табиғи алмаз, корунд, шақпақ тас, зiмпара; жасанды материалдарға электрокорунд, бордың, кремнийдiң карбидi, синтетикалық алмаз, бордың куб нитритi (БКН) және олардың әртүрлi композициялары жатады.
Жасанды тегiстеу материалдардың iшiндегi ең қаттысы синтетикалық алмаз. Табиғи алмазға қарағанда, синтетикалық алмаздың бетiнiң кедiр-бұдырлысы жоғары, кесу жиегi мен төбесiнiң үшкiр бұрыштары кiшi болып келедi, сондықтан олар тегiстеу құралы ретiнде пайдалануға жарамды.
Терiлер үшiн түйiршiктерi мынадай болатын түрпiлi материалдар қолданылады: 125, 100, 80, 63, 50, 40, 32, 25, 20, 16, 12, 10, 8, 6. 5 қаттылығының шкаласы бойынша анықтайды: ол 9-ға жақын / осы шкала бойынша алмаздың қаттылығы 10-ға тең/.
Аяқкиiм және былғары галантарея өнеркәсiбiнде пайдаланылатын тегiстегiш терiлер-матаға желiмдеп жапсырылған түйiршiгi бар түрпiлi материалдар. Тегiстегiш бұйымдарды жазық және орамды етiп шығарады. Тегiстегiш терiлердiң негiзi ретiнде түрлi саржалар пайдаланылады. Жеңiл мақта- мата (СЛ), орташа (СС), ауыр (СУ), арнайы (СП).
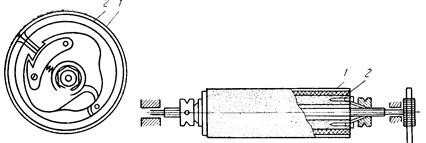
3.23. сур. Тегістеуге арналған машинаның жұмыстық аспаптарының конструкциялары.
Тегiстеу терiсiнiң сапасы матаның берiктiлiгiне, түрпiлi түйiршiктер мен желiмнiң сапасына байланысты. Мата неғұрлым берiк болса, соғұрлым терiнiң пайдалану мерзiмi ұзақ болады. Түйiрлер үгiтiлгендiктен және олардың майлануынан тегiстеу терiсi тез iстен шығады. Сондықтан матаны терi түрпiлi түйiршiктерiн көп мөлшерде жоғалтқанда тозатындай етiп таңдайды.
Желiм бетінің маңызы да зор. Түрпiлi бет матамен шел сүйек желiммен берiк желiмденуi керек. Желiмнiң матаға және түйiршiктерге адгезиясы жоғары болса, терiнiң сапасы да жақсы болады.
Көп жағдайларда беткi бетті екi-үш мәрте тегiстейдi. Бiрiншi дөрекi тегiстеу кезiнде, түйiршiктер 125- 32 болатын тегiстеу терiлермен материалдың үлкен бетын алып тастайды, екiншi рет тегiстегенде - түйiршiктерi 32-10 болатын терiлермен, ал үшiншi рет тегiстегенде (теп-тегiс бет алу үшiн) - түйiршiктерi 10 болатын терiлермен тегiстейдi.
Тегiстеу терiсi 1 (3.23 сур) бiлiкке, тығырыққа немесе қалпаққа кигiзiледi. Бiлiктiң жұмысшы беті қалыңдығы 18-20 мм болатын техникалық киiзбен қапталады. Бұл қалыңдық тығырықтың немесе бiлiктiң өз өсiмен айналғанда, кiшiгiрiм болса да ауытқуларын болдырмас үшiн қажет. Киiз астар қысымды таратушы болып табылады, оның болмауы бөлшектерде тырналған сызықтардың түзiлуiне алып келедi.
Аяқкиiм материалдарын алмаз құралдармен тегiстеу үрдісін зерттеу - тегiстеу кезiнде алынып тасталатын материал қалыңдығына тегiстеу жылдамдығының, жiберiп тұру жылдамдығының әсер етуiн орнатуға мүмкiндiк бердi.
 Тегiстелген материал қалыңдығына тегiстеу жылдамдығының әсерiн зерттеу кезiнде, түйiршiгi 400/315 және 250/200, диаметрi 125 мм болатын алмаз құралмен тегiстегенде, тегiстеу жылдамдығы 19, 626- 40, 745 м/с етiп қабылданады.
Тегiстелген материал қалыңдығына тегiстеу жылдамдығының әсерiн зерттеу кезiнде, түйiршiгi 400/315 және 250/200, диаметрi 125 мм болатын алмаз құралмен тегiстегенде, тегiстеу жылдамдығы 19, 626- 40, 745 м/с етiп қабылданады.
Әртүрлi тең жағдайларда түйiршiктердiң азаюымен тегiстеу кезiнде алынатын бет қалыңдығы да кемидi; жылдамдықтың өсуiмен ол да артады және математика жағынан тегiстеу жылдамдығының сызықтық функциясы болып табылады (У=АХ+В) әрi А коэффицентi тегiстелетiн материалдардың және алмаз құралының түйiршiктерiнiң физика-механикалық қасиеттерiне байланысты, бiрақ жiберу жылдамдығына байланысты болмайды. Ал В коэффицентi осы аталған жағдайлардың бәрiне байланысты.
Тегiстеу жылдамдығы тұрақты болғанда (3.25 а-сур), жiберу жылдамдығы кемiгенде, тегiстелген беттің қалыңдығы бiрден өседi, әрi ол тегiстеу жылдамдығын көбейтуге қарай артып отырады.
Аяқкиiм асты полимер материалдарын алмаз құралымен тегiстеу кезiнде, алынатын бет қалыңдығына тегiстеу жылдамдығы мен жiберу жылдамдығы әсер етедi, әрi жылдамдықты көбейткенде, алынатын бет қалыңдығы кемидi, бұл тегiстейтiн түйiршiктер санының кемуiмен түсiндiрiледi. Тегiстеу барабаны мен жiберiп тұратын бiлiк арасындағы саңылау тұрақты кезiнде түрлi қалыңдықты материал алуға болады, әрi бұл шама тегiстелетiн материалдың физика-механикалық қасиеттерiне байланысты (3.25 б-сур).
Саңылау мен тегiстеу жылдамдығына аналитикалық тәуелдiлiгi табылған: ол мына формуламен өрнектеледi: t=AT+B
мұндағы Т-үлгiнiң қалыңдығы, мм. А және В коэффиценттерi тегiстелетiн материалдың физика-механикалық қасиетiне, жiберу және кесу жылдамдықтарына байланысты.
Аяқкиiм асты полимер материалдарын алмаз құралымен тегiстеу кезiнде, алынатын бет қалыңдығына тегiстеу жылдамдығы мен жiберу жылдамдығы әсер етедi, әрi жылдамдықты көбейткенде, алынатын бет қалыңдығы кемидi, бұл тегiстейтiн түйiршiктер санының кемуiмен түсiндiрiледi. Тегiстеу барабаны мен жiберiп тұратын бiлiк арасындағы саңылау тұрақты кезiнде түрлi қалыңдықты материал алуға болады, әрi бұл шама тегiстелетiн материалдың физика-механикалық қасиеттерiне байланысты (3.25 б-сур).
Саңылау мен тегiстеу жылдамдығына аналитикалық тәуелдiлiгi табылған: ол мына формуламен өрнектеледi: t=AT+B
мұндағы Т-үлгiнiң қалыңдығы, мм. А және В коэффиценттерi тегiстелетiн материалдың физика-механикалық қасиетiне, жiберу және кесу жылдамдықтарына байланысты.
Дата добавления: 2016-11-22; просмотров: 1694;