Лекция. Материалдарды қозғалмалы пышаққа жіберіп кесу. Фрезерлеу.
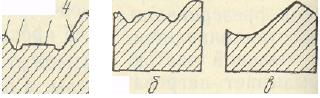
Салыстырмалы аса қатаң емес материалдарды (табиғи және жасанды былғарыларды, аяқкиiм үсті үшiн маталарды, т.б.) тiлу жылжымалы пышағы бар машиналардың көмегiмен атқарылады. Бұларға пышақтары таспа (3.16 а-сур), тiлiм (3.16 б-сур) және дөңгелек (3.16 в-сур) тәрiздес пiшу машиналары жатады.
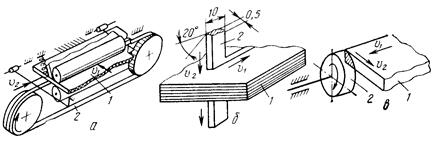
3.16. сур. Материалды (1) қозғалмары пышақпен (2) кесу схемалары.
Бөлшектердi тiлуге арналған пышақтары таспа тәрiздес машиналарды жылжымайтындай етiп орналастырылады. Ал пышақтары тiлiм және дөңгелек болып келетiн машиналар жылжымалы болып келедi және олар төсемдердi тiлу, сонымен қатар бiрнеше қосалқы операцияларды орындау үшiн қолданылады.
Материалды 1 жылжымалы пышақпен 2 кесу аралап кесуге жатады, бұл материалды жоғары жылдамдықпен пышаққа жiберу кезiнде, таза кесiк алуға мүмкiндiк бередi. Бұл кесудiң жұмыс бұрышы пышақ жүзiнiң конструктивтi бұрышынан кем болуымен түсiндiрiледi.
материалды жылжымалы пышаққа жiберу арқылы кесудегi кесу күшi, материалды жылжымайтын пышаққа жiберу арқылы кесудегi кесу күшiмен салыстырғанда кемидi және бағытын өзгертедi; ол бағыт материалды жiберу бағытына перпендикуляр орналасады, сол себептi материалды жiберу кезiндегi иiлу күштерi жоғалады. Кесу күшi кесiлетiн материалдың пышақ жүзiмен түйiсетiн кiшкене бөлiгiне әсер етедi. Үлкен жылдамдықпен түскен салмақтан, аталған материалдың бөлiгi серпiмдi дене тәрiздi жұмыс iстейдi, бұл жоғары полимерлi материалға тән қасиет.
Кейде тамаша өткiрленген пышақтардың жүзi тегiс болмай, қабыршақты болып келедi, сондықтан материалды кескен кезде, араның тiстерi тәрiздi әсер етедi де, кейбiр талшықтарын айырып жiбередi. Сондықтан жылжымалы пышаққа кесу машиналармен тек қана аса қатаң емес материалды кесу қажет. РЛ-1 таспалы машинаның столы бар, соның үстiне материалды орналастырып, қолмен таспалы пышаққа жылжытады. Шексiз таспалы пышақты қалыңдығы 0.5 мм енi 10 мм У8А маркалы болаттың тiлiмiнен ұштарын пiсiру арқылы дайындайды. Пышақтың жүзiнiң бұрышы 200, ал жылдамдығы  .
.
Олай болса,  кезiнде,
кезiнде,  болады.
болады.
Юфть пен хром былғарыларының бөлшектерiн екiге тiлуге арналған машиналардың шексiз таспалы пышағының қалыңдығы 0.8 мм және ені 60 мм, ал пышағының жүзiнiң бұрышы 140, жылдамдығы
Жiберу жылдамдығы 0.12-0.14 м/с болғанда,  болады. Бөлшектердiң шеттерiн сындыруға арналған 04211/Р6, 01146/Р5 машиналарының пышағы тостаған тәрiздi. Жеңiл тектi машиналардың пышағының айналма жылдамдығы
болады. Бөлшектердiң шеттерiн сындыруға арналған 04211/Р6, 01146/Р5 машиналарының пышағы тостаған тәрiздi. Жеңiл тектi машиналардың пышағының айналма жылдамдығы  =6...8 м/с. Жiберу жылдамдығы
=6...8 м/с. Жiберу жылдамдығы  =1 м/с кезiнде,
=1 м/с кезiнде,  м/с болады.
м/с болады.
Жылжымалы пышағы бар машинада жұмыс iстеу қауiпсiз болу үшiн, жұмыс уақытында қалқандар мен қозғалтқыш белдiктердi алып тастауға, машинаны тазалауға, жөндеуге, реттеуге тиым салынады.
Фрезерлеу.Ұлтандарды жинағымен немесе бiр - бiрлеп және өкшелердi жону - оларға тиiстi пiшiн және тегiстеу үшiн орындалады. Операция фрезамен арнайы машиналарда орындалады. Ұлтандарды бiр өлшем, сұлба, түсi бойынша бiр жинаққа жинайды. Ұлтанның орталықтандырылған жинағын ФКП-О қырларды жонуға арналған машинаға орналастырады. Жинақтағы ұлтанның саны фрезаның биiктiгiне, ұлтанның қалыңдығына байланысты. Оның құрамы 18 жұп болуы мүмкiн. Ұлтанның қырын жонығанда, ұлтанның қимасын айналып тұрған фрезаға қарай жылжыта отырып жониды. Қырлары тiк болып келетiн ұлтандарды осылайша жониды. Қырлары жарты шеңбер, фигуралы болып келетiн ұлтандарды, өкшесiнiң биiктiгi 30-ге дейiнгi ұлтандарды жұбымен, ал өкшесiнiң биiктiгi 30 мм-ден асатын ұлтандарды бiр- бiрден жониды.
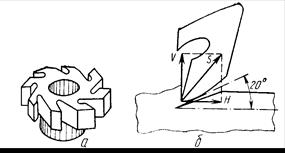 Әдетте фрезаның бiр тұтас цилиндр құрайтын бiрнеше пышақтары /тiстерi/ болады, цилиндрдiң ортасында машинаның бiлiгiне кигiзетiндей тесiгi бар /3.19 а- сур/.
Әдетте фрезаның бiр тұтас цилиндр құрайтын бiрнеше пышақтары /тiстерi/ болады, цилиндрдiң ортасында машинаның бiлiгiне кигiзетiндей тесiгi бар /3.19 а- сур/.
3.19. сур. Аяқ киім астының бөлшектерінің қырын өңдеуге арналған фрезаның жалпы түрі (а) және фрезелеу кезіндегі материалдарға әсер ететін күштер (б).
Операцияның мағынасы мынада: үлкен жылдамдықпен айналатын сына тәрiздi өткiр пышағы бар фрезалар өңделетiн бөлшектiң қырларының жұқа жоңқаларын қиiп отырады. Алғашында фрезаның тiсi материалға батады, бiрақ оны бұзбайды. Осы кезде материалдың үстiңгi бетi керiледi, ал бiршама терең орналасқан беті қысылады. Фрезаның одан әрi жылжуы жоғарғы бетті бұзып, материалды кеседi. Материалдың серпiмдiлiк модулі неғұрлым кем болса және фрезаның тiстерi неғұрлым өтпес болса, соғұрлым кесу алдында фреза материалға бата түседi.
Егер материал жұмсақ болса, онда тiстiң материалға батқан кездегi тереңдiгi толық сақталады. Ал егер материал серпiмдi болса, онда сығылу мен созылудан болған деформация толық жойылады. Материал қалып орнына тез келедi, сондықтан жону кезiнде, серпiмдi материал мен тiстiң артқы беті арасында үйкелiс туады.
Серпiмдi тұтқыр денелер үлкен жылдамдықпен түскен салмақ кезiнде, серпiмдi тәрiздi болатыны бiзге мәлiм. Жоңқалардың әрқайсысы тiспен 0,0003-0,0005 сек. iшiнде кесiлетiнiн ескерсек, онда былғары мен резеңке бiрқатар дәрежеде серпiмдi дене тәрiздi екенiн аңғарамыз.
Кесу кезiнде күштiң бiр бөлiгi материалды бұзуға, ал басқа бөлiгi алынатын жоңқалардың иiлуi мен сығылуына кетедi. Кесу үшiн құраушылардың әрқайсысының үлесiн дәл анықтау қиын. Әдетте жону кезiнде, Ү және Н жанама күштерiн анықтайды.
Қорытынды күш 
Кесу күштерiне фреза тiсiнiң геометриясы әсер етедi. Тiстiң кесу жүзi оның алдыңғы және кейiнгi қырларының қиылысуынан түзiледi. Олардың арасында  - үшкiрлеу бұрышы (3.20 сур),
- үшкiрлеу бұрышы (3.20 сур),  - алдыңғы және артқы бұрыштар,
- алдыңғы және артқы бұрыштар,  - кесу бұрышы.
- кесу бұрышы.
Мүмкiн болса фреза тiстерiнiң кесу бұрышы  және үшкiрлеу бұрышы кiшiрек болуы қажет. Осы жағдайда кесу күшi аз болады да, өңделген бет таза болады.
және үшкiрлеу бұрышы кiшiрек болуы қажет. Осы жағдайда кесу күшi аз болады да, өңделген бет таза болады.
 Кесу бұрышы б алдыңғы
Кесу бұрышы б алдыңғы  бұрышына тәуелдi болады: бұрышы неғұрлым үлкен болса, соғұрлым кесу бұрышы кiшi болады. Тiстiң қалыңдығын кiшiрейте отырып, бұрышын үлкейтуге болады, бiрақ бұл оның берiктiгiн кемiтедi. Сондықтан кесу бұрышы б әдетте 78- 800-қа тең.
бұрышына тәуелдi болады: бұрышы неғұрлым үлкен болса, соғұрлым кесу бұрышы кiшi болады. Тiстiң қалыңдығын кiшiрейте отырып, бұрышын үлкейтуге болады, бiрақ бұл оның берiктiгiн кемiтедi. Сондықтан кесу бұрышы б әдетте 78- 800-қа тең.
Артқы бұрышы жонылатын материалдың қасиетiне тәуелдi. Жону кезiнде, пышақтың жүзi жүрiп өткеннен кейiн, материалдың қалпы орнына келедi, бұл оның фрезаның арт жағымен беттесуiне әкелiп соғады. Зиян үйкелiс туады, ол тiстiң қызуына, металдың қасиетiнiң өзгеруiне, фрезаның тез өтпестенуіне ықпал жасайды. Майысу бұрышы, яғни материалдың майысу сызығына жанаманың ылди бұрышы резеңкенi жону кезiнде 200-қа жетедi. Былғары ұлтанды жону үшiн, фрезаның үшкiрiнiң артқы бұрышын 100, ал резеңке үшiн 200 етiп қабылдау ұйғарылған. Фрезаның артқы қырына логарифмдiк қисықтың келбетiн беру қажет, бұл кесу бұрышын өткiрлеу кезiнде сақтап қалады.
Материалды кесу кезiнде, металл бөлшектерiнiң тегiстелуiнiң ңәтижесiнде фреза тiстерiнiң жүзi қажалады /тозады/. Тәжiрибелер көрсеткендей фреза тiстерiнiң жүзiнiң тозуы, кесу ұштарының өтпестенуі өткiр құрал жұмысының басында қарқынды жүредi. Жүзiнiң өтпестенуі дәрежесi уақытына және фрезаның өткiр бұрышына байланысты. Фреза жүзiнiң өтпестенуі геометриясынан басқа өңделетiн материалдардың және құрал материалдың қасиеттерiне байланысты.
Кесу күшi мен таза өңделуге тiстердiң және фрезаның айналма жылдамдығы, материалды жiберу жылдамдығы әсер етедi. Егер тiстер санын, айналма жылдамдықты арттырып, жiберу жылдамдығын кемiтсе, беттің таза өңделуi артады.
Резеңке ұлтанды 16 тiстi фрезамен жонығанда, резеңке қатты қызады. Оның жылуы резеңкенiң жоңқасы мен ұнтақтарына берiлiп, оларды өте жабысқақ етедi де, фреза тiстерiнiң арасына тұрып қалуына әкелiп соғады. Одан ары қарай жону мүмкiн болмайды. Сондықтан резеңке ұлтанды 8- тiстi диаметрi де сондай фрезамен жониды, оның тiстерiнiң ара қашықтығы 16- тiстi фрезанiкiнен екi есе көп болуы керек.
Фрезаның диаметрiн кемiткенде, тiстерiнiң өлшемi мен олардың арақашықтығы кемидi, сондықтан былғары ұлтандарды жоныған кездiң өзiнде де 8 - тiстi фрезаны қолданады.
Фрезалардың диаметрi олардың тағайындалуына байланысты. Мысалы, ұлтанның шолақ бөлiгiнiң қырын өңдеу үшiн, диаметрi 45 - 60 мм, табан орта бөлiгiн өңдеу үшiн диаметрi 30 мм болатын, ұлтарақтың өкше бөлiгiн өңдеу үшiн диаметрi 70 - 160 мм болатын фреза қолданылады. Механикалық жiберу арқылы жону кезiндегi материалдың үстiңгi бетінде пайда болатын толқындар 100 есе үлкейтетiн микроскоппен де көрiнбейдi. Қолмен жiберу арқылы жону кезiнде тереңдiгi 1 және ұзындығы 3 - 4 мм болатын толқындар пайда болады. Олар фреза тiстерiнiң өңделетiн бұйым бетіне созылу кезiнде жұмысшы қолының қалтырауынан болуы мүмкiн. Толқындар тiстердiң санының азаюынан, фрезаның айналу жиiлiгiнен және кесудiң тереңдiгiнен көбейiп отырады. Айналу жиiлiгi 110 с-1 және жiберу жылдамдығы 0.1 - 0.2 м/с болатын 4 - тiстi фрезамен жону кезiнде, толқындар өте айқын байқалады.
Жiберу жылдамдығын кемiту және фрезаның айналу жиiлiгiн ұлғайту жұмысты жеңiлдетiп, беттің тазалығын жақсартады.
Таза өңделген бет алу үшiн, былғары мен резеңкенi айналу жиiлiгi 110 с-1 және жiберу жылдамдығы 0.2 м/с болатын фрезамен жониды; ұсақ саңлаулы резеңке үшiн, жiберу жылдамдығы 0.1 - 1.5 м/с болуы тиiс.
Ұлтанның қырын жонуға арналған ФУП машиналарында фреза 200 с-1 жиiлiкпен айналады. Бұл жонуды едәуiр жеңiлдетiп, өңдеудiң тазалығын жақсартады.
Ұлтанның және өкшенiң қырларының қажеттi қалпын алу үшiн, тиiстi пiшiндi фрезаны қолданады (3.22 а.б – сур). Фрезаның пiшiнi сөренiң 3 және қауырсындардың 1 және 4 қалпымен анықталады. Фрезаның тiстерiнде бөлшек қырының шетiне жолақ калыптасу үшiн оры 2 болады. Табан орта бөлiгiн өңдеуге арналған (3.22 в-сур) фреза тiстерiнiң пiшiнi өте күрделi. Ұлтанның бетiн тегiстеуге арналған бiр қауырсыны бар мұндай фреза, қырларға сопақ пiшiмiн бередi.
3.22. сур. Фрезаның қырын пішіндерінің схемалары.
Әдетте ұлтанның қалыңдығы бiрқалыпсыз болады. Бүйiр қырын бiрқалыпты ету үшiн, үлкен қауырсын 4, ал сыздық жағынан ұлтанның шетiн тегiстеу үшiн, кiшi қауырсын 1 жұмыс iстейдi. Ұлтанның бүйiр жағын жону үшiн, фреза сөрiсiнiң енi 2-ден 12 мм-ге дейiн болу қажет, ал өкшенi жону үшiн, 24.3-тен 39.3 мм болуы керек.
Топтастыру бойынша барлық аяқкиiмдiк фрезалардың реттiк нөмерi болады. Фрезалардың кесу жиегiнiң пiшiнiне қарай оларды 14 топқа бөледi.
Фрезаларды 10,15 және 20 маркалы болаттан 0.3 - 0.5 мм тереңдiкке дейiн цементтеу немесе 0.2- 0.25 мм тереңдiкке дейiн циандау және одан ары қарай шынықтыру арқылы даярлайды.
Фрезаның орташа төзiмдiлiгi оның екi жүзiнiң арасында өңделетiн аяқкиiм жұптарының санымен анықталады. Ол былғарыны жонығанда 15 - 20 жұп, резеңкенi жонығанда 10-15 жұпқа тең. Фрезаның орташа төзiмдiлiгi қалыңдығы 20 - 25 мкм болатын қосымша хромдалған бетті қосқанда артады. Бұл кезде өңделетiн аяқкиiм жұптарының саны былғарыны жонығанда 120 жұпқа, ал резеңкені жөнғанда 90-420 жұпқа артады.
Аяқкиiм фрезаларын кесу ұштары төзiмдi болуы үшiн, оларды қатты қорытпалардан жасайды. Металл қатты қорытпалы ұнтақтардан престеу және бiрiктiру арқылы екi конструкциялы қалыптанған фрезалар алады.
Аяқкиiм өндiрiстерi карбид вольфрам негiзiндегi қатты қорытпадан жасалған кесу ұшы бар фрезаларды қолданады. Бұл фрезалар тiк қырлы ұлтандарды айналдыра өңдеу үшiн қолданады. Қазiргi кезде 320Т. 325Т-1 және 340Т-1 маркалы фрезалар шығарылуда. Бұл фрезалардың төзiмдiлiгi болаттан 50 есе артық.
Дата добавления: 2016-11-22; просмотров: 1923;