Лекция. Ұйпаландыру. Материалдарды дірілдеуші пышақпен кесу.
Ұйпаландыру тек қана тазартып қоймай, сонымен қатар желімнің желімденетін бетпен түйісуін арттырады. Егер аяқкиім үсті синтетикалық және жасанды былғарыдан жасалса, онда операция орындалмайды. Ұйпаландыру орындалғанан кейін, өңделген беттің материалмен тығыз байланысқан талшықтары болуы қажет. Үстіңгі бетті ұйпаландыру үшін, металл ысқыштар, шарошқалар, инелі таспалар, тегістеу терілері мен доңғалақтары қолданылады.
Тағайындалуына қарай, металл щеткаларды ұлтан материалдарына және аяқкиім үстіне деп түрлендіреді.
Металл щеткалардың бірнеше түрлері бар. Ең кең тараған түрі- екі болат тығырықтың арасына қысылған болат сымның шоғыры /3.26 а-сур/. Сонымен қатар резеңкеге вулкандалынған және төлкеге бекітілген болат сымның шоғыры жақсы жұмыс істейді /3.26 б-сур/.
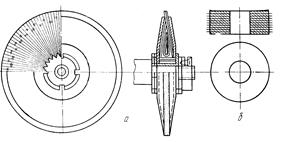
3.26. сур. Металл щетка (а) және резеңкеге вулканданған шетканың (б) схемалары.
Былғары аяқкиім үстін қысқыштың 8-10 м/с, ал ұлтан материалын 15-16 м/с айналма жылдамдығымен өңдейді. Резеңке және былғары ұлтандарды тереңірек тікірейту үшін, соңғы кезде тісі бар тығырық тәріздес арнайы шарошкаларды жиі қолдануда. Осындай тығырықтардың 10-15 данасын вертикаль жазықтықта бос қозғалатындай етіп өске отырғызады. Одан басқа шарошкаға көлденең жазықтықта ықтиярсыз істелетін қозғалыс беріледі. Тісі бар тығырықтардың күрделі қозғалысының нәтижесінде, бөлшек беті тікірейтіледі. Осындай нәтижеге де материалдарды тік жазықтықта бос қозғалатын, ал көлденең жазықтықта ықтиярысыз қозғалатын цилиндр шарошкалармен өңдеу арқылы жетуге болады.
Жоғарыда аталған құралдар беттің кедір-бұдырлығын бір айналғанда, біріңғай ете алмайды, бұл еңбек өнімділігін кемітеді. Соқпалы-түрпілі өңдеу тәсілі ұсынылған. Мұндай тәсіл кезінде, сығылған ауа көмегімен айдалған түрпілі бөлшектердің материал бетіне соғысуы салдарынан, микрорельф құралады. Бұл тәсілмен өңдегенде, беттің кедір- бұдырлығына және еңбек мүкінділігіне ерекше әсер ететіндер- өңдеу уақыты, түрпілі материалдың түйіршіктігі, сығылған ауа ағының ұзындығы мен қысымы, «шабуыл жасау» бұрышы. Өңдеудің осындай тәсілін пайдалану қажет кедір-бұдырлықты бір дегеннен қамтамасыз етеді. Түрпілі материал түйіршігінің өлшеміне және оның жіберу жылдамдығын реттеп отыру арқылы үрдісті басқаруға болады. Аталған өңдеудің өнімділігін арттыру үшін, өңделетін материалға дейін үлкен арақашықтықты және «шабуыл жасаудың» кіші бұрышын пайдаланған дұрыс.
Берілген әдісті орындау үшін, екі бағыт бар: 1) жергілікті сорғышы бар өңделетін телімнің жұмсақ қоршауы бар шаңсыз қондырғы жасау; 2) желдеткіш және түрпілерді қайта айналдыру жүйелері бар ауасыз жұмыс камераларын даярлау.
Материалдарды дірілдеуші пышақпен кесу.Материалдардың дірілдеуші пышақпен өңдеу өндірістің әртүрлі салаларында түрлі материалдарды кесу үшін қолданылады. Сонымен қатар ол аяқкиім және былғары галантерея өндірісінің салаларында көп пайдаланылмайды.
Жону машиналарын тербелмелі пышағы бар машиналарға алмастырудың келесі артықшылықтары бар:
- жұмыс жағдайы жақсарады /тербелмелі пышағы бар машинамен өңдегенде шаң шықпайды/, нашар жонылатын материалдарды өңдеуге мүмкіндік туады /уақ тесікті резеңкеден, киіз, табиғи каучук және т.б. жасалған ұлтанның қырын/;
- ұлтанды шабу және тегістеу сияқты операциялар орындалмайды;
- өңдеген беттің сапасы артады;
- кесу кедергісі кемиді.
Жіберу жылдамдығы бірдей статикалық кесу кезіндегі материал қабаттарының деформациялану жылдамдығына қарағанда, пышақ жүзіне тірелетін материал қабаттарының деформациялану жылдамдығы жоғары. Жасанды және табиғи былғарыларды кесу үрдісіне деформациялану жылдамдығының әсері – деформациялардың таралу жылдамдықтарының қатынастарымен анықталады. Қалдық деформациялар аймағының қысқаруы кезінде, жоғары полимерлі материалдар қасиетіне қарағанда, серпімді денеге тән қасиеттер көп шамада білінеді.
Былғарылар мен резеңкелерді тербелмелі пышақпен өңдеу орынды екені зерттеулермен анықталған. Тербелмелі пышақпен кесу кезінде, пышақ материалды жіберу бағытының бойымен және оған көлденең тербеліс жасайды.
Кесу күшіне және материалды өңдеу сапасына тербелістердің жиілігі мен шегі, пышақтың материалы және оның жүзінің бұрышы, бұйымды тасымалдау жылдамдығы, материалдың қасиеті мен алынатын қабатының қалыңдығы әсер етеді.
Қатаңдығы кіші болатын рәзеңкеден жасалған бөлшектерді екі қабатқа тілу кезінде, оларды 40-60 Гц жиілікпен 1,5-2,5 мм амплитудамен және 0,02 м/с жылдамдықпен, жіберу бағытына қарай көлденең тербелетін пышаққа жіберген орынды. Пышақ жүзінің бұрышы 180. Мұндай жағдайда минимал кесу күші мен өңдеудің жақсы сапасы байқалады. Толқын тәрізді бөліктері өңдеудің басында және соңында біршама азаяды, ал кейде мүлдем болмайды.
Ұлтан қырын тербелмелі пышақпен өңдеген кезде, пышақтың тербеліс жиілігін 35-тен 130 Гц-ке арттыру, ұақ тесікті резеңкеден жасалған ұлтанды кесу күшін - 80 пайызға, ал былғарыдан жасалғанын - 60 пайызға кемітеді. Тығыздықы және қатаңдығы аз резеңкелерді өңдеген кезде, кесу күші одан да қарқынды кемиді.
Пышақтың тербеліс амплитудасын 1,5 мм-ден 2,5 мм-ге арттырғанда, кесу күші 40-45 пайызға кемиді, ал оны 3 мм-ден 5 мм-ге арттырғанда, 75-100 пайызға кемиді.
Пышақтың жүзінің бұрышын 100- тан 250- қа арттырғанда кесу күші материалдың қатаңдығына қарай 1,5- 3 есе өседі. Сондықтан қырлардың жүзінің біржақты бұрышы 100 болатын және кесу жиегі материалды жіберу бағытына 45- 550 бұрыш жасай орналасқан пышақпен өңдеу орынды. Кесу күші және өңдеу сапасы көп жағдайда пышақ жүзінің өтпестену дәрежесіне байланысты екенін тәжірибелер көрсетті. Ең берік пышақтар- ВК- 6 және ВК-6М қатты қорытпаларынан жасалған пышақтар.
Материалды жіберу жылдамдығын 0,017 м/с -тан 0,06 м/с -ке дейін арттыру - ұсақ саңылаулы және құйылған резеңкелердің кесу күшін 90-160 пайызға өсіреді. Кесу күшіне алынатын қабаттың қалыңдығы үлкен әсер етеді. Алынатын қабаттың қалыңдығын 2,5-тен 6,5 мкм-ге өзгерткенде, ұақ тесікті резеңкенің кесу күші 2 есе , ал құйылған резеңкенің кесу күші - 3,4 есе артады.
Ұлтанның қырын жіберу бағытына көлденең тербеліс жасайтын тербелмелі пышақпен өңдеу кезінде тік қыр түзіледі. Бұл технологиялық, ал кейде эстетикалық көзқарас тұрғысынан алып қарағанда дұрыс емес. қырдың қажетті пішімін алу үшін, пышақты материалды жіберу бағытына қарай жылжыту қажет.
Былғары ұлтан қырларын материалды жіберу бағытының бойымен, тербелмелі пышақпен өңдегенде, жиілік 250-450 Гц, ал амплитуда 125-500 мкм болуы тиіс. Бұл кесу күшін 5-8 есе кемітеді және өңдеу сапасын жақсартады.
Тербелмелі пышақпен кесу кезінде беттің тазалығы өте жоғары: тегіс еместіктің орташа Нор биіктігі тербелу жиілігіне және материал түріне қарай, 19,1 ден 54,4 мкм-ге дейін ауытқып отырады, ал тегістеуден кейін Нор- 17,2 - 96,4 мкм.
Қазіргі уақытта ұлтанның крокулін өңдеуге арналған тербелмелі пышағы бар «Свит» фирмасының 10732/ Р3 машинасы қолданылуда. Пышақтың тербелу саны минутына 2775 /46 Гц/ тербелу амплитудасы 2,4 мм.
Дата добавления: 2016-11-22; просмотров: 1481;