Лекция 3 Проектирование основной системы
1.4 Технологичность конструкции изделий
Технологичность конструкции изделия – совокупность свойств изделия, определяющих
- приспособленность его конструкции к достижению минимальных затрат ресурсов при производстве, ремонте и эксплуатации
- для заданных показателей качества, объема выпуска и условий его изготовления.
Основным показателем производственной технологичности изделия является себестоимость его изготовления.
Пути обеспечения технологичности:
· снижение номенклатуры изготовляемых изделий путем унификации и стандартизации;
· уменьшение числа деталей в узлах за счет их объединения;
· развитие конструктивного подобия и унификация поверхностей и комплектов поверхностей с целью типизации технологических процессов;
· проработка конструктивных форм деталей для обеспечения необходимой точности, устойчивости и жесткости
· целенаправленное конструктивное оформление единых технологических баз, позволяющих изготовить детали при минимальном числе операций;
· конструирование деталей с учетом использования при их изготовлении минимальной номенклатуры стандартного инструмента;
· конструирование сборочных единиц с учетом возможности автоматической сборки
Основные показатели технологичности:
· Коэффициент серийности kc (определяется по таблице 1)
· Коэффициент унификации kу (зависит от числа поверхностей изделия)
· Коэффициент точности kт (определяется по таблице 2)
· Коэффициент использования материала kим (зависит от массы изделия)
Комплексный показатель технологичности сборочной единицы определяют по формуле
где ki — значения i-го частного показателя технологичности сборочной единицы; φi — коэффициент весомости i-го частного показателя технологичности сборочной единицы.
(Таблица 1) 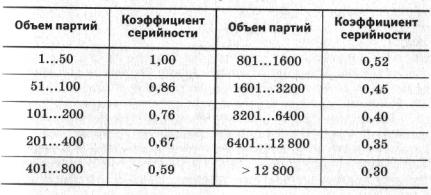
(Таблица 2) 
1.5 Организация технологического процесса. Расчет оперативного времени
Важным этапом при проектировании маршрутной технологии является выбор структуры операции по оперативному времени, от которого зависит производительность процесса изготовления изделия. В свою очередь, оперативное время tОП складывается из основного времени tО и вспомогательного времени tB, т. е.
ТОП = tО + tB (1)
Основное время затрачивается на изменение размеров, формы, состояния поверхностного слоя (или других физико-механических свойств) полуфабриката или на изменение его положения при сборке.
Вспомогательное время затрачивается на приемы, сопутствующие изменению качественных характеристик полуфабриката. Оно складывается из следующих составляющих: времени, затрачиваемого на съем и установку полуфабриката tcу ; времени вспомогательного перемещения инструментов — подводов, отводов, поворотов инструмента tви, времени вспомогательного перемещения полуфабриката tвп
tВ = tсу + tви + tвп (2)
При рассмотрении временных структур выполнения операции можно выделить следующие способы их реализации: последовательный, параллельно-последовательный и параллельный. Рассмотрим их поподробнее
· Последовательная обработка. Она характеризуется последовательным протеканием основного и вспомогательного времени. При этом каждый режущий инструмент обрабатывает полуфабрикат последовательно по переходам, а времена, затрачиваемые на установ и съем полуфабриката, на смену, подвод и отвод инструмента, на вспомогательные перемещения полуфабриката, не совмещены между собой и с основным временем. Формула для подсчета оперативного времени будет иметь вид:
TОП = Σ(tсу + tви + tвп) + Σtoi (3)
где toi – основное время на каждой операции.
· Последовательно-параллельная обработка. Она осуществляется параллельно-последовательным способом, вспомогательные приемы совмещены, а основные и вспомогательные приемы не совмещены, т. е. протекают последовательно во времени. Такая структура операции характерна для случая, когда ряд технологических переходов выполняется одновременно, а остальные последовательно. Основное время одновременно выполняемых нескольких переходов будет определяться по времени наиболее продолжительного перехода toj max, а вспомогательные времена на этих станках могут совмещаться. Формула для подсчета оперативного времени будет иметь вид:
TОП = Σ(tсу, tви, tвп)max + Σtoi + Σtoj max (4)
· Параллельная обработка. Она характеризуется параллельным способом выполнения всех основных и вспомогательных приемов, а также их совмещением во времени. Это значит, что все инструменты и на всех позициях, если их несколько, работают одновременно, а вспомогательные процессы совмещены со временем формообразования. Формула для подсчета оперативного времени будет иметь вид:
TОП = Σ(tсу, tви, tвп, toi, Σtoj max)max (5)
Производительность основного оборудования зависит не только от оперативного времени, но и от структуры штучно-калькуляционного времени:
Tшт.к. =  (tоп + tто + tоо + tен + tпз) (6)
(tоп + tто + tоо + tен + tпз) (6)
где tто — время технического обслуживания оборудования, отнесенное к одному изготовляемому изделию (время на замену, настройку и поднастройку инструмента, устранение неисправностей и т. п.), мин; tоо — время, затрачиваемое на организационное обслуживание основного оборудования (время на подготовку оборудования к работе, простои, связанные с несвоевременным получением полуфабриката, сбои с доставкой инструмента и т. п.), мин; teн — время на отдых и естественные надобности оператора, мин; tпз — среднее подготовительно-заключительное время, затрачиваемое на подготовку к переналадке и саму переналадку основного оборудования, мин; n — размер партии полуфабрикатов.
В связи с отсутствием данных на начальном этапе проектирования величину размера партии запуска полуфабрикатов в первом приближении можно принять в зависимости от годового объема выпуска Nг:
Nг/100 — для мелких полуфабрикатов;
Nг/250 — для средних полуфабрикатов;
Nг/500 — для крупных.
1.6 Организация технологического процесса. Состав и количество основного оборудования в поточном производстве
Одним из этапов технологического проектирования машиностроительного производства является определение состава и количества основного оборудования, которое должно обеспечивать высокую эффективность производственного процесса. При выборе состава основного оборудования следует ориентироваться на основные организационно-технические направления, причем следует иметь в виду, что за счет выравнивания времени выполнения операций одновременно достигается и сокращение количества основного оборудования.
Поточное производство характеризуется:
· незначительной номенклатурой выпуска продукции
· высокой интенсивностью технологических процессов, которая может быть достигнута только при использовании параллельной и параллельно-последовательной структуры выполнения операции, что следует учесть при выборе типажа оборудования.
· вследствие интенсивного развития техники необходима быстрая смена выпускаемой продукции, что, в свою очередь, также накладывает отпечаток на выбор основного оборудования для поточного производства, которое должно обеспечить возможность эффективного изготовления более широкой номенклатуры изделий. Этому требованию удовлетворяют агрегатные переналаживаемые станки с ЧПУ.
Расчет количества основного оборудования для поточного производства производится по точной программе и предусматривает разработку подробного технологического процесса обработки или сборки с техническим нормированием выполнения каждой операции на все изготовляемые изделия, входящие в программу выпуска.
Расчет числа станков, необходимых для каждой операции, выполняют на основании штучно-калькуляционного времени и объема выпуска каждого наименования изделия, проходящего эту операцию, по формуле:
где n — число наименований изделий, проходящих данную операцию; tшт.к. iNi — соответственно время изготовления изделия на данной операции, мин, и ее годовой объем выпуска, шт.; Фэ — эффективный годовой фонд времени работы основного оборудования, ч.
Штучно-калькуляционное время определяется по формуле (6), а при отсутствии данных по составляющим можно пользоваться формулой
tшт.к. i = tоп i(1 + α/100)
где α — процент потерь времени (внецикловых) от оперативного времени, α = 6...18% в зависимости от сложности наладки. При непрерывно-поточном производстве эта составляющая штучно-калькуляционного времени не учитывается, так как в данном случае отсутствует переналадка оборудования на другие наименования изделий.
Особенности расчета числа станков:
· Вычисленное значение Ср округляют до ближайшего большего целого числа, получая при этом количество основного оборудования Спр, принятое для выполнения данной операции.
· Обязательно рассчитывается коэффициент загрузки основного оборудования на данной операции k3 = Ср/Спр.
· Коэффициент загрузки всегда меньше единицы. Желательно, чтобы при проектировании поточного производства kз был больше 0,65.
При выборе состава и количества основного оборудования необходимо предусмотреть построение технологической системы в виде автоматической линии.
Классификация автоматических линий:
| По технологическому назначению | · Однотипные - линии для выполнения операции одного типа (например, механообработка, сборка, окраска и т. д.) · Комбинированные - линии для выполнения операций различных типов (например, сборка изделий совместно с окраской на одном конвейере, механическая обработка со сборкой и т. д.) |
| По типу используемого оборудования | · Из специального оборудования - используют в поточном производстве в том случае, когда изделия изготовляют в течение нескольких лет в большом объеме, что позволяет значительно сократить станкоемкость изготовления изделий · Из агрегатного и специализированного оборудования - применяют преимущественно в поточном производстве с более широкой номенклатурой выпускаемых изделий. · Из многоцелевого оборудования - используют в гибких производственных системах (ГПС). Они позволяют осуществлять быстрый переход с изготовления изделий одного типоразмера на изготовление изделий другого типоразмера |
Вследствие того, что в поточном производстве используют специальное оборудование и автоматические линии, очень важен выбор оптимальной структурно-компоновочной схемы оборудования, на базе которой выдается техническое задание на его проектирование.
Основание выбора: обычно производится при комбинаторном, пошаговом решении задачи с поиском оптимального варианта.
Критерий оптимальности: минимум приведенных затрат, который учитывает:
- объем выпускаемой продукции,
- станкоемкость выполнения переходов при изготовлении изделия,
- нормативный коэффициент экономической эффективности,
- потери времени на отказы оборудования, зависящие от его сложности,
- затраты на заработную плату обслуживающего персонала,
- стоимость оборудования и ряд других факторов.
Ограничения: условия обеспечения требуемого качества изделий и производительности. Важным этапом проектирования автоматической линии является разработка структурно-компоновочного варианта линии, обеспечивающего наилучшие технико-экономические показатели. Поэтому из множества вариантов построения линии, отличающихся числом позиций, участков, потоков, типом накопителей, должен быть выбран один, который обеспечит заданную производительность при минимальных приведенных затратах. Эти затраты рассчитываются по формуле:
Сп = KiEн + Сi
Сп → min
где Ki — стоимость оборудования i-го варианта; Ен — нормативный коэффициент эффективности капитальных вложений; Ci — годовые эксплуатационные затраты для данного варианта (себестоимость годового выпуска изделий).
Зависимость типа оборудования от годовой программы выпуска изделий и их номенклатуры представлена на графике слева
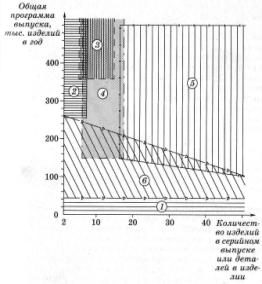
1 — механизированная сборка;
2 — одно- и двухпозиционные роботизированные сборочные комплексы;
3 — круговые сборочные машины с цикловым программным управлением;
4 — линии с цикловым программным управлением;
5 — гибкие автоматические линии из одно- и двухпозиционных сборочных модулей;
6 — многоцелевые сборочные машины
После определения состава и количества основного оборудования разрабатывают технические задания на специальное оборудование. В условиях поточного производства количество специального оборудования составляет 30...80% от общего количества ОО.
1.7 Организация технологического процесса. Состав и количество основного оборудования в непоточном производстве
При выборе состава основного оборудования для непоточного производства следует в первую очередь ориентироваться на результаты расчета экономической эффективности, а также учитывать возможность встраивания его в автоматический комплекс с учетом как автоматизации его загрузки и разгрузки, так и стыковки системы управления оборудования с централизованной ЭВМ. Таким образом, в состав участков непоточного производства следует включать оборудование, отвечающее заданным требованиям для конкретных условий изготовления продукции, при использовании которого будет достигнута минимальная себестоимость изготовления. Для ориентации при выборе состава оборудования в зависимости от типа производства можно пользоваться графиком, приведенным ниже
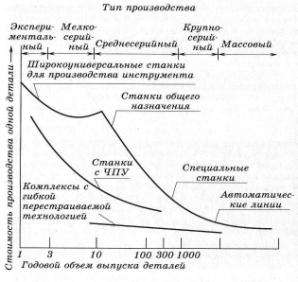
Из графика видно, что стоимость изготовления деталей в непоточном производстве в 5...9 раз выше, чем в поточном, что объясняется в основном высокой частотой переналадок, а следовательно, и повышением времени, затрачиваемого на их проведение. Использование автоматических комплексов с ЧПУ вместо универсального оборудования позволит сократить число операторов и повысить производительность труда в 4 раза и более.
Особенность определения количества основного оборудования в непоточном производстве, характеризующегося широкой и порой нестабильной номенклатурой выпускаемых изделий, заключается в том, что в большинстве случаев невозможно разработать технологические процессы на каждое наименование изделия. В то же время для расчета количества основного оборудования необходимо знать суммарную станкоемкость обработки или машиноемкость в условиях автоматизированной сборки по операциям TΣ, таким образом, количество основного оборудования:
Для расчета количества оборудования в непоточном производстве используют различные методы приведения программы выпуска изделий, сущность которых заключается в том, что суммарную станкоемкость или машиноемкость определяют для выбранных изделий-представителей в каждой группе изделий, на которые разрабатываются технологические процессы изготовления.
Первый метод. Поскольку известно значение машиноемкости в крайних интервалах (размах) и закон распределения (логарифмически нормальный), можно определить математическое ожидание машиноемкости по каждой операции и, умножив ее на число изделий, изготовляемых на данной операции, определить машиноемкость на годовую программу выпуска.
Второй метод. Трудоемкости изготовления изделий-представителей ТМi по типам используемого оборудования в технологическом процессе изготовления делят на массу Mi соответствующих изделий-представителей, определяют машиноемкость изготовления одного килограмма изделия, которую и принимают как среднюю для всей рассматриваемой группы.
Третий метод. Определяют общий коэффициент приведения knp, характеризующий отношение станкоемкости (машиноемкости) изготовления приводимого изделия к станкоемкости (машиноемкости) изделия-представителя.
Четвертый метод. Проектирование экспериментальных сборочных и механических производств выполняют по условной программе, так как для них характерна нестабильность номенклатуры выпускаемых изделий. В этом случае выбирают условные изделия, на которые имеются чертежи, в таком количестве, чтобы их масса была равна массе изделий, планируемых к выпуску в данном производстве
Пятый метод. При реконструкции или техническом перевооружении действующих цехов используют способ расчета количества основного оборудования, основывающийся на наличии заводских данных о станкоемкости изготовления изделий и планируемого снижения станкоемкости за счет внедрения прогрессивной технологии и повышения уровня автоматизации проектируемого производства.
Шестой метод. На стадии предпроектного периода при технико-экономическом обосновании проекта используют укрупненный способ определения количества основного оборудования, основанный на использовании технико-экономических показателей. При этом способе в качестве исходных данных должны быть известны показатели продукции по массе, габаритным размерам, сложности, точности и соответствующие нормативные технико-экономические показатели. Последние устанавливают на основании анализа изготовления аналогичных изделий на передовых заводах страны и за рубежом, проведенного специальными отраслевыми технологическими институтами. Суммарная машиноемкость изготовления всех изделий рассчитывается по формуле:
TΣ = ТнМиNkсер
где Тн — нормативная машиноемкость изготовления 1 т изделий, маш-ч; Ми — масса изделия, т; N — годовой объем выпуска данного изделия, шт.; kсер — коэффициент серийности (0,73 … 0,99)
1.8 Организация технологического процесса. Расчет количества основных рабочих
Выполнение ряда технологических операций, таких, как слесарные, сборочные, шабровочные работы, требуют непосредственного участия человека. Кроме того, для обеспечения работы основного оборудования необходим обслуживающий персонал, который осуществляет функции загрузки и разгрузки, управления и наладки оборудования. Таким образом, основная система становится человеко-машинной системой. Число операторов при укрупненном расчете определяется по машиноемкости годового объема работ по формуле:
где TΣ — суммарная машиноемкость изготовления изделий, ч; Фр — эффективный годовой фонд времени работы оператора, ч; kM — коэффициент многостаночного обслуживания — среднее число оборудования, обслуживаемого одним оператором.
Эффективный годовой фонд времени работы операторов равен разности номинального фонда и времени неизбежных потерь, вызванных простоями оборудования при планово-предупреди-тельном ремонте, и определяется по таблице:
| Продолжительность, дни | Эффективный годовой | |
| рабочей недели | основного отпуска | фонд времени рабочих, ч |
При обслуживании одним рабочим одного станка достаточно установить одну норму (норму времени), а при многостаночной работе необходимо установление трех норм:
- нормы обслуживания для рабочего (бригады),
- нормы длительности, определяющей станкоемкость операции,
- нормы времени, определяющей трудоемкость операции.
Норма длительности в условиях многостаночной работы определится как
где q — количество деталей, которое должно быть изготовлено за время непрерывной автоматической работы ta; kaн — коэффициент использования оборудования по времени автоматической работы, необходимый для выполнения производственной программы; kнп — коэффициент времени нормируемых перерывов: на организационно-техническое обслуживание оборудования, подготовительно-заключительную работу, отдых и личные надобности (kнп = 0,75 – 0,90).
Число станочников можно определить также по числу станков Спр, т. е.
где Фэ — эффективный годовой фонд времени работы оборудования, ч; kз — коэффициент загрузки оборудования (при укрупненных расчетах для поточного производства kз = 0,8; для непоточного kз = 0,85).
Число сборщиков определяется по числу рабочих мест Мсб:
где Фрм — эффективный годовой фонд времени работы рабочего места, ч; kз ~ 0,8 — коэффициент загрузки рабочего места; П — плотность работы (среднее число сборщиков, одновременно работающих на одном рабочем месте).
1.9 Организация технологического процесса. Принципы построения производственных участков
Число производственных участков в цехе ориентировочно можно определить по формуле
где Сц — общее количество основного оборудования в цехе; Су — среднее количество оборудования на одном участке.
Выбор состава и количества основного оборудования на производственных участках тесно связан с распределением номенклатуры изготовляемых изделий по участкам.
· Линейный принцип – количество ОО принимается с учетом полного изготовления одного или нескольких изделий на участке..
· Технологический принцип – стремятся создавать равновеликие (по количеству основного оборудования) участки, идя в ряде случаев на создание участков с двумя (и более) различными типами станков
· Предметный принцип - подбор группы изделий с целью создания равновеликих участков
При создании автоматизированных участков количество основного оборудования на них целесообразно принимать в размере 6... 18 единиц. После того как будет распределена номенклатура изготовляемых изделий по участкам и определены состав и количество основного оборудования на них, переходят к построению схемы расположения основного оборудования на участках.
Типовые схемы установочных мест при линейном распо-ложении технологического оборудования (ТО) приведены на рисунке. Оптимальное значение мощности грузопотока достигается при двустороннем расположении оборудования вдоль транспортной трассы (а, б). Схемы, приведенные на рис. (в, г) используют чаще всего при реконструкции производства. При совмещении входа и выхода с участка происходит сокращение холостых пробегов межоперационного транспорта (а, в); такие схемы используют при незначительных грузопотоках (не более 3000 т в год), при больших грузопотоках используют схемы с раздельными входом и выходом (б, г).

Дата добавления: 2016-10-17; просмотров: 1310;