Лекция 2 Методологические принципы разработки проекта машиностроительного производства
1.1 Основы анализа и синтеза производственной системы
Производственная система, включающая комплекс производственных участков и вспомогательных подразделений, предназначена для изготовления продукции требуемого качества и заданной программы выпуска с наименьшими затратами. Структуру и параметры производственной системы выбирают при проектировании в зависимости от сложности и разнообразия конструкций изготовляемых изделий, объема их выпуска и условий производства.
Построение производственной системы, отвечающей указанным требованиям, должно выполняться на базе системного сквозного проектирования, включающего следующие основные этапы (рис. 1):
1.формулировка функционального назначения и требований к системе в целом, их формализация в условиях автоматизированного проектирования;
2.декомпозиция производственной системы, определение функций каждой подсистемы, формализация требований к подсистемам, выявление внутриструктурных материальных, энергетических и информационных связей подсистем;
3.выбор критериев для оценки качества проектных решений;
4.построение алгоритмических и параметрических моделей функционирования каждой подсистемы;
5.синтезирование производственной системы на базе разработанного производственного процесса с созданием единой системы материальных, энергетических и информационных потоков;
6.разработка временных моделей работы производственной системы;
7.разработка компоновочных и планировочных решений размещения оборудования производственной системы в пространстве.
mat, E, i Оценка Модели mat, E, i t
Этап 1: Формулировка и формализация требований
· Принцип функциональности – элементы должны быть по возможности обособлены, т. е. для них можно сформулировать собственную цель функционирования, которая достигается совокупностью целей каждого элемента нижестоящего уровня.
· Принцип минимальности – заключается в достижении минимума уровней декомпозиции, что ведет к сокращению размерности задач унификации.
· Принцип связанности – заключается в выявлении сильно и слабосвязанных систем.
Этап 2: Декомпозиция производственной системы
| Функциональные подсистемы | Связи между подсистемами |
| • Основная система - выполняет технологические процессы по изменению качественных характеристик объекта производства (механическая и прочая обработки, сборка). • Система инструментообеспечения - своевременно обеспечивает основное оборудование режущим инструментом и слесарно-сборочной оснасткой, а также контролем за правильной их эксплуатацией • Складская система - обеспечивает технологические процессы хранения заготовок, полуфабрикатов и готовых изделий, связанные с вероятностным дискретным характером протекания производственного процесса • Система контроля качества – обеспечение выпуска продукции с требуемыми параметрами качества • Система охраны труда персонала - создание специальных устройств и проведение определенных мероприятий, обеспечивающих безопасную работу и санитарные условия труда персонала, а также специальные виды его обслуживания. • Транспортная система – обеспечивает перемещение полуфабрикатов в пространстве и их своевременную доставку к соответствующему производственному оборудованию • Система технического обслуживания - создается для постоянного поддержания требуемого состояния и условий работы производственного оборудования. • Система управления и подготовки производства обеспечивает: - контроль за состоянием производственного процесса и воздействия на него в случае отклонений от планового задания, - разработка технологической и плановой документации, - обеспечение производства заготовками и комплектующими изделиями, - проведение организационных мероприятий по подготовке производства и обеспечения его технологической оснасткой. | • Материальные (сырье, полуфабрикаты и комплектующиеготовая продукция) • Энергетические (топливо, электроэнергия, техническая пода и пар) • Информационные (технические данные, заказы, логистическая и прочая информация) |
Схема функционирования производственной системы представлена на рис. 2.2. В ней происходит преобразование входных материальных М, энергетических Е и информационных I потоков с целью обеспечения требуемого качества Q выпускаемых изделий за предписанный промежуток времени t. В результате выполнения операций Ci производственного процесса на выходе производственной системы будем иметь материальный М' и информационный I' потоки.
Этап 3: Определение оценочных критериев
· Технологические:
– анализ производственной технологичности изготовляемых изделий с точки зрения использования автоматических средств производства;
– проектирование технологических процессов;
– определение станкоемкости или машиноемкости операций;
– установление типажа и количества основного и вспомогательного оборудования, технологической оснастки;
– определение состава и числа работающих, норм расходов материала; расчет площадей участков и цехов;
– разработка заданий для строительного, сантехнического и энергетического проектирования;
– разработка задания на программное обеспечение производства
· Экономические:
– расчет себестоимости и рентабельности выпуска изделий;
– определение удельных приведенных затрат, размеров основных и оборотных фондов; составление калькуляции;
– решение вопросов финансирования
· Организационные:
– разработка структуры управления и выбор принципа формирования структурных подразделений цеха;
– научная организацию труда и его охраны;
– документооборот и организацию взаимодействия структурных подразделений,
– контроль хода производства и управление им.
Глобальным критерием выбора оптимального проектного решения должен быть показатель приведенных затрат на изготовление изделий заданной программы выпуска в течение года, который может быть подсчитан по формуле

где j — номер изделия; n — число наименований изделий; Nj — годовой объем выпуска j-го наименования изделия, шт.; δ= 1,15 — коэффициент заработной платы с начислениями; β — общие накладные расходы в долях заработной платы, включающие расходы на текущий ремонт оборудования; S0 — заработная плата оператора в 1 мин, руб.; i — номер операции; m — число операций в технологическом процессе изготовления изделия; Tф ij — трудоемкость изготовления j-то наименования изделия на i-й операции; Ен = 0,15...0,2 — нормативный коэффициент эффективности капитальных вложений; α = 0,143 — коэффициент амортизационных отчислений; Fj — часть годового фонда времени, отводимая на изготовление j-го наименования изделия, мин; Fэ — эффективный годовой фонд времени работы системы, мин; Aij — стоимость единицы основного оборудования, используемого на i-й операции при изготовлении j-го наименования изделия, руб.; ai — число единиц технологического оборудования, используемого на i-й операции. При многокритериальной оценке качества проектного решения ряд частных показателей может иметь различную размерность, но они приводятся к одной путем введения весовых коэффициентов, которые определяют на основании статистических данных и в общем случае отражают степень влияния каждого показателя на приведенные затраты. Таким образом, интегральный показатель оценки качества проектного решения определяется как сумма частных показателей:

где ki — весовой коэффициент при i-m частном критерии; m — количество частных критериев.
Этап 4: Построение моделей производственной системы
· Структурная модель - отражает состав и взаимосвязь элементов производственной системы;
· Функциональная модель – отражает свойства элементов системы, необходимые для выполнения ими своего служебного назначения;
· Алгоритмическая модель - отражает последовательность взаимодействия элементов в процессе функционирования производственной системы;
· Параметрическая модель – представляет собой уравнение материально-энергетического баланса, определяющее количественные значения каждого свойства элемента и взаимосвязи между физическими параметрами элементов производственной системы4
· Планировочная модель – отображает размерные связи между отдельными элементами производственной системы чаще всего в метрике эвклидова пространства.
Этап 5: Синтез производственной системы
Что это: объединение основных и вспомогательных систем и установление единой системы материальных, энергетических и информационных связей в пространстве и во времени, реализуемых впоследствии соответственно транспортной системой, системой технического обслуживания и системой управления и подготовки производства;
Схема синтеза:
· поэтапное проектирование с последовательным уточнением промежуточных проектных решений, т. е. применение интерактивной схемы, предусматривающей обратную связь;
· Каждый вариант проектного решения производственной системы формируется путем однократного прохождения всех блоков схемы.
· При многократных циклах разрабатывают несколько вариантов, причем разработка каждого последующего варианта проектного решения производится только после анализа результатов предыдущего проектного решения.
· Выбор оптимального варианта решения происходит по принятой системе критериальной оценки.
· Число разработанных вариантов зависит от уровня унификации проектных решений, сложности объекта проектирования и уровня автоматизации проектных операций.
Исходные данные для синтеза:
· математическое описание целевой задачи с указанием свойств, предъявляемых системе;
· производственные маршруты изготовления изделий с описанием всех процессов, протекающих как в основных, так и во вспомогательных подразделениях;
· ограничения на показатели системы;
· технические характеристики принятого производственного оборудования.
Этап 6: Разработка временных моделей
Этап 7: Разработка компоновочных и планировочных решений
1.2 Принципы формирования производственных подразделений
Выбор принципа формирования участков и цехов зависит от сложности выпускаемой продукции, программы выпуска и режима работы производства. В зависимости от величины номенклатуры выпускаемых деталей существуют 3 принципа:
Линейный принцип:
· Характеризуется строго определенной последовательностью выполнения операций технологического процесса в каждый момент времени.
· Чаще всего реализуется в виде автоматических поточных линий.
Предметный принцип:
· Формирование производственных подразделений на основе общности технологических маршрутов; создание механосборочных предметно-специализированных производств, где сосредоточивается все оборудование, которое необходимо для полного изготовления сборочной единицы
· Формирование участков производится в зависимости от конструктивного вида изделий, (например участок корпусных деталей, участок валов) и характеризуется использованием разнотипного основного оборудования.
· Преимущества: повышенная ответственность за выпуск качественной продукции, короткие материальные потоки, упрощается структура управления производством
Технологический принцип:
· Характеризуется выполнением однотипных операций технологического процесса и использованием однотипного технологического оборудования.
· Реализуется путем формирования специально механических и сборочных цехов, а участки создают в зависимости от вида выполняемой операции (например, участок токарный, фрезерный и т. п.)
· Преимущества: единство системы управления для всех сборочных или механообрабатывающих работ, единый уровень требований к качеству деталей и выполнения сборочных работ, упрощение структуры управления на участке благодаря специализации работ. Для выбора принципа формирования производственных подразделений можно использовать такой показатель, как степень кооперации, которую определяют исходя из среднего числа материальных связей между основным оборудованием:

где ki — число материальных связей, которыми i-e оборудование связано с остальным оборудованием; N — количество основного оборудования в структурном подразделении.
Область использования рассмотренных принципов формирования структурных подразделений производственной системы показана на графике слева; на оси абсцисс отложено количество основного оборудования в структурном подразделении, на оси ординат – значение коэффициента кооперации. Пользуясь этим графиком, можно выбрать необходимый принцип формирования производственных подразделений.
1.3 Системы автоматизированного проектирования (САПР) производственных систем
Под САПР понимается инструментарий проектировщика, включающий технические средства, математическое, программное, лингвистическое, информационное, методическое и организационное обеспечение и предназначенный для автоматизации проектирования на всех этапах — от выдачи технического задания до получения рабочей документации. В основу САПР на организационном уровне закладывается процесс автоматизированного проектирования, который можно представить в виде непрерывного итерационного процесса выполнения проектных операций.
Уровень эффективности САПР производственных систем определяется используемыми методологическими основами, упорядочением информационных потоков, сокращением взаимосвязей между проектантами путем унификации проектных решений, типизацией взаимных требований между частями проекта, использованием вариантного проектирования и критериев выбора эффективных решений. Сквозное проектирование осуществляется путем интеграции проектных операций при разработке машиностроительного производства.
Структура САПР (на рисунке):
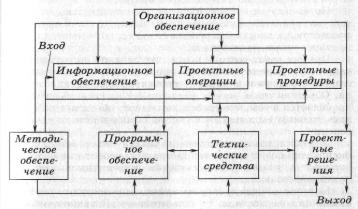
Особенности функционирования САПР
· Решение проектных задач осуществляется за счет создания унифицированных модулей и системного подхода к проектированию.
· Непосредственная связь коллектива проектировщиков осуществляется через технические средства согласно заложенному методическому способу, что обеспечивает единство информационных потоков.
· Автоматизация предполагает передачу ЭВМ функций непосредственного управления ходом проектирования, взаимное согласование формируемого решения с показателями эффективности объекта. Проведение внутримашинного согласования возможно лишь при наличии в памяти ЭВМ комплекса моделей проектируемых объектов и организации нормативно-справочной базы данных.
· Развитие методов вариантного проектирования в условиях неполной информации, выбора оценки экономичных решений на основных этапах проектирования.
· Уточнение характеристик системы, ее состава и роли отдельных элементов при функционировании решается путем моделирования работы системы. САПР производственных систем должна в своем составе содержать подсистемы моделирования на каждом этапе проектирования.
Современные требования к проектированию характеризуются двумя направлениями:
· разработка методов и средств повышения качества и эффективности проектных решений;
· создание способов повышения производительности труда проектировщиков.
Дата добавления: 2016-10-17; просмотров: 1924;