Манипуляторы и ПР в литейном производстве
В литейных цехах для разлива металла в формы широко используют щарнирно - сбалансированные манипуляторы. Так манипулятор японской фирмы FBA внедрен в литейном производстве (рис.3).
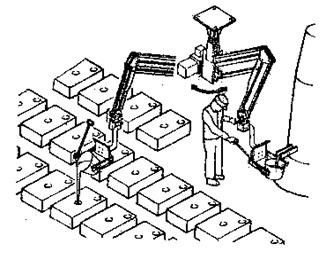
Рисунок 3 - Разливка металла в формы
К грузовому блоку манипулятора крепится кронштейн, в гнёздах которого размещаются оси ковша. Ковш снабжён длинной рукояткой для удобства наклона ковша рабочим. Ковш наполняют жидким металлом из печи. Затем манипулятором ковш переносится к формам. Поворотом рукоятки наклоняют ковш и жидкий металл заливают поочерёдно через литники в формы. Для защиты рабочего между ним и ковшом установлен теплопоглощающий экран. На рис.4. показано, что если тот же манипулятор дооборудовать дополнительным выносным кронштейном, то можно вывести рабочего из области воздействия высоких температур. Получается как бы два спаренных кронштейна. На грузовом блоке установлен основной кронштейн, несущий поперечную ось ковша. Последний рычажной системой связан с рукояткой, шарнирно установленной на выносном кронштейне.
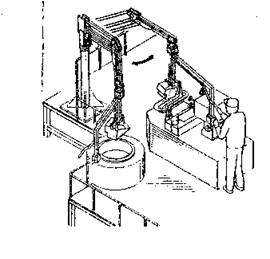
Рисунок 4 - Разливка металла ШБМ с дистанционным управлением
Использование шарнирно-балансирного манипулятора на участке сборки опок литейного цеха позволило механизировать эту операцию (рис.5). Нижняя опока перемещается конвейером, верхняя - переносится ШБМ к конвейеру и устанавливается на нижнюю. При этом получаются плавные перемещения, устраняются резкие удары, удобство сборки и т.д. Кроме того, высвобождается один рабочий.
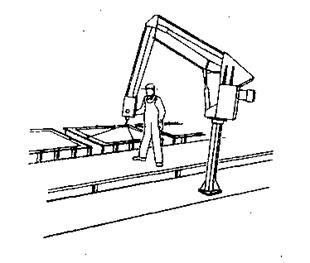
Рисунок 5 - Использование ШБМ на сборке опок
Дата добавления: 2016-10-17; просмотров: 1617;