РТК в цехах товаров народного потребления (ЦТНП).
Так на Алчевском металлургическом комбинате автоматизация операций холодной штамповки из штучных листовых заготовок осуществляется специальным РТК модели АКК-100 ПР. Комплекс (рис.2) состоит из однокривошипного пресса усилием I МН (100 тс), ПР модели КМ10Ц4203, магазинного устройства МУПР-2.
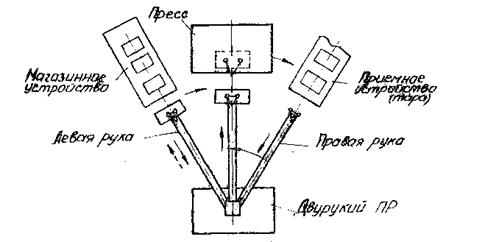
Рисунок 2 - Робототехнический комплекс АКК-100 ПР
Работает комплекс в такой последовательности: руки робота выдвигаются вперед, опускаются, левая рука захватывает заготовку из магазинного устройства, а правая - отштампованную деталь и облой со штампа. Затем руки поднимаются и поворачиваются вправо, левая рука укладывает заготовку в штамп, а правая сбрасывает отштампованную деталь в тару, а облой на штырь. При повороте рук влево происходит операция штамповки.
Левая рука робота снабжена вакуумным схватом, а правая - электромагнитным. Вследствие отсутствия универсальных и эффективных средств удаления облоя на правую руку дополнительно к основному охвату установили две катушки электромагнитного реле.
Независимое подключение основного схвата и катушек позволяет разделить сброс отштампованной детали и облоя.
Комплекс работает в автоматическом и наладочном режимах. Управление прессом и магазинным устройством осуществляется системой программного управления промышленного робота КМ10Ц4203, а пуск комплекса и наблюдение за правильностью его работы - оператором, в функции которого входит также и загрузка магазинного устройства. Полная загрузка магазинного устройства обеспечивает работу комплекса в течение 2 ч в автоматическом режиме. Производительность его 300 деталей в час.
Внедрение комплекса повысило производительность труда при одновременном росте качества штампуемых изделий.
На операции закатки крышки оцинкованного бака в ЦТНП ММК применён РТК с ПР "Циклон 5.01." На ММК внедрено 12 РТК, оборудованных, в основном, промышленными роботами модели МП-9С. Так РТК (рис.3) для штамповки тарелок и мисок в производстве товаров народного потребления состоит из пресса I модели К-460, ПР МП-9С (поз.2), задатчика 3 заготовки в пресс, откатного пути 4, пульта управления 5, магазина-накопителя 6, откатной платформы 7, системы опрыскивания заготовок эмульсией, пневмосистемы пресса и ПР; РТК оснащен электронно-цикловым программным устройством ЭЦПУ-6030.
Техническая характеристика комплекса:
ПрессК-480:
число ходов ползуна в минуту 15
размер стола, мм 640x640
ход ползуна, мм 240
Промышленный робот МП-9С:
грузоподъёмность, Н (кг) 2(0,2)
число степеней подвижности 3
высота подъёма руки, мм 30
выдвижение руки, мм. 150
Производительность комплекса, тыс.шт/смену 5-6
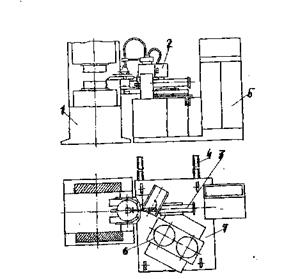
Рисунок 3 - РТК для штамповки
Работа РТК осуществляется в автоматическом и ручном наладочном режимах следующим образом. Включается пресс I и ЭЦПУ управления РТК. Рука ПР находится в исходном положении, затем выдвигается и опускается вниз, включается пневмозахват и притягивает заготовку из магазина-накопителя 6, рука поворачивается, отключается эжектор захвата и заготовка сбрасывается на приёмный стол задатчика 3. Включается система опрыскивания заготовки эмульсией. Затем согласно команде ЭЦПУ-6030 пневмоцилиндр задатчика подаёт заготовку в рабочую зону пресса, где выполняется технологическая операция штамповки, а рука ПР и задатчик перемещаются в исходное положение. Затем цикл повторяется. Через определённое количество изделий по команде ЭЦПУ-6030 включается механизм подъёма стопы в магазин-накопитель 6.
На комбинате "Запорожсталь" в ЦТНП внедрён РТК АККД Е.О3, который предназначен для холодной штамповки в автоматическом режиме деталей из листа без участия человека. Комплекс состоит из однокривошипного пресса усилием 250 кН, двурукого ПР модели МА2.5Ц грузоподъёмностью 12,5 Н (1,25 кг) на каждую руку с электромагнитными захватами, автоматического шестипозиционного магазинного устройства для подачи заготовок, унифицированного циклового устройства управления УЦМ-633.
ПР берёт одной рукой заготовку из кассеты магазинного устройства, а другой - готовую деталь из штампа пресса. Деталь переносится в тару, а заготовка - в штамп пресса. Рабочий цикл комплекса составляет 5 с.
На заводе "Днепроспецсталь" внедрён РТК для вырубки фасона столовой ложки. Он состоит из пресса КД2126Е, двурукого ПР модели РПД-1,25, устройства управления УЦМ-663, загрузочных устройств с поворотными столами.
Техническая характеристика комплекса:
Производительность, шт/ч 420
Количество, шт:
Карт в кассете 50 -100
Кассет на столе 6
Максимальная загрузка столов, шт 1200
Грузоподъёмность ПР, Н (кг). 12,5(1,25)
Количество рук ПР, шт. 2
Конструкция схвата резиновая присоска
Габариты РТК: в плане, мм 3080 х 3200
привод РТК пневматический
В результате внедрения данного РТК высвобождено 2 человека, улучшены условия и безопасность труда 6 рабочих.
Эффективность внедрения РТК штамповки значительно повышается, о чём свидетельствует опыт их эксплуатации в ЦТНП, если использовать типовые универсальные и переналаживаемые средства вспомогательного и технологического оснащения комплексов.
4. РТК в ремонтно-механических цехах.
На Первоуральском заводе по ремонту горного оборудования внедрен РТК, общий вид которого показан на рис.4. В состав РТК входят: промышленный робот I модели СМ40Ф2850, токарно-винторезный станок 2 с ЧПУ типа 16К30Ф325, питатель-магазин 3, пневмоцилиндра 4 досылки заготовки, наклонной площадки (склиза) 5 и контейнера--накопителя 6, ПР выполняет операцию загрузки станка деталями, поступающими о питателя 3 на рабочий стол по наклонной направляющей. Питатель-магазин 3 является съемной частью РТК и используется в качестве контейнера для транспортировки заготовок. Обработанные станком детали ПР укладывает на склиз 5, по которому они скатываются в емкость 6, а затем краном транспортируются на сборочный участок или склад готовой продукции.
В цехе ремонта металлургического оборудования (ЦРМО) Макеевского металлургического комбината внедрены два роботизированных комплекса для изготовления нестандартизированных болтов.
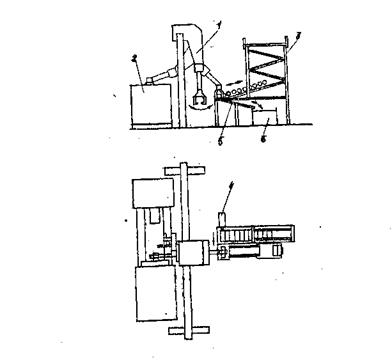
Рисунок 4 - Схема РТК с токарно-винторезным станком
РТК-1 включает: пресс ШБ1732А, работающий в полуавтоматическом режиме, нагревательное устройство (наклонная щелевая печь с четырьмя горелками), наклонный склиз для гравитационного перемещения заготовок, ПР "Циклон 5.01" с устройством управления УЦМ -30. Перед началом работы заготовки укладывают на склиз так, чтобы большая часть длины заготовки находилась в нагревательном устройстве. После нагрева этой части стержня до ковочной температуры ПР вынимает заготовку из печи и помещает её в матрицу пресса, выдавая последнему импульс (команду) на отработку цикла штамповки. Готовая деталь сбрасывается ПР в тару и процесс повторяется.
РТК-2 кроме ПР "Циклон 5.01" с устройством УЦМ—30 включает резьбонакатный станок модели А2528 и автоматический транспортер с ячейками под заготовки болтов. Заготовки болтов, полученные на РТК-1, загружаются в ячейки автоматического транспортера РТК-2. Включают станок, конвейер и ПР в работу. По команде программы ПР подает заготовку в станок, выдает импульс для начала накатки резьбы, снимает и укладывает болт с накатанной резьбой в тару.
В механическом цехе Алчевского металлургического комбината внедрен РТК для механической обработки и транспортирования заготовок типа тел вращения.
РТК состоит из двух токарных станков модели 16К20, ПР типа СМ40Ф28001, устройства управления УЦМ-331 и магазина-накопителя.
Применение РТК позволило автоматизировать загрузку-выгрузку станков, обеспечить межстаночное транспортирование деталей, промежуточное складирование и укладку на выходные позиции участка. Обслуживание станков промышленным роботом осуществляется по их вызовам. Заготовки укладываются в магазин сварной конструкции, выполненной в виде коробчатых направляющих, к которым крепятся планки с рядами призматических пазов. Планки могут устанавливаться в различных положениях для обеспечения работы с заготовками разной длины.
Промышленный робот СМ40Ф28001 поставляется заводом-изготовителем без устройства светозащиты. С целью обеспечения требований техники безопасности обслуживающего персонала участка спроектировано и изготовлено ограждение сварной конструкции из металлопроката. Дверь ограждения сблокирована с системой управления робототехнического комплекса. При открывании двери во время работы комплекса, ПР и станки отключаются.
Одной из функций ПР является загрузка-выгрузка станков, входящих в состав робототехнического комплекса. Для обеспечения обмена командами между роботом и станками проведена их стыковка. Промышленным роботом на станок подаются команды на зажим детали в станке, на пуск станка в автоматическом цикле.
Система управления УЦМ 331, позиционная, числовая, с тремя управляемыми координатами. Программоноситель - кассетный накопитель на магнитной ленте. Программирование ПР проводят методом обучения в соответствии с инструкцией по программированию. Внедрение роботизированного комплекса позволило высвободить одного рабочего и на 20 % повысить производительность труда оператора.
На Криворожском центральном рудоремонтном заводе спроектирован и внедрен РТК механической обработки осей транспортных роликов на базе манипуляторов "Пирин". Комплекс состоит из трех транспортно-загрузочных модулей, обеспечивающих автоматическое питание металлорежущего оборудования, гибкую межоперационную связь между станками, ориентирование транспортируемых деталей непосредственно на трассе перемещения.
РТК включает фрезерно-центровальный станок модели МР-73, два специальных гидрокопировальных станка модели ЕМ-473, три технологических манипулятора "Пирин" и три транспортно-загрузочных устройства. Планировка РТК выполнена с оптимальным расположением технологического и вспомогательного оборудования. Комплекс работает в автоматическом режиме и обслуживается одним оператором. Внедрение РТК позволило высвободить трех рабочих от тяжелого, монотонного труда.
В_ремонтно-механическом цехе № 2 металлургического комбината (г.Мариуполь) внедрен РТК на базе многоинструментального станка с ЧПУ С-500/04-СКС производства бывшей ГДР, оснащенного специальным механическим устройством для смены режущего инструмента в процессе работы станка в автоматическом режиме по заданной программе. Аналогичный РТК эксплуатируется в механическом цехе Алчевского металлургического комбината.
Для подготовки дисковых пил, используемых на отрезных станках заготовительных участков, фирма "Фольмер-Дорнхан" (ФРГ) выпускает РТК "Робоматик". Комплекс состоит из обслуживающего ПР и трех заточных станков (рис.5).
Промышленный робот 2 представляет собой загрузочно-транспортно-разгрузочную систему, которая автоматически подает диски пил к заточным станкам I, передавая последовательно их от станка к станку. Обработанные диски ПР укладывает в стопу на стенде 3 готовой продукции (пил). Затем стопа подъёмно-транспортным средством отправляется на склад.
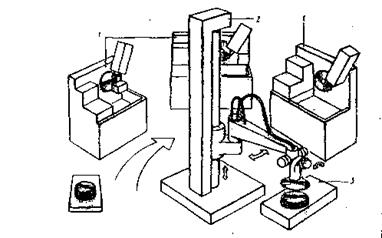
Рисунок 5 - РТК для заточки зубьев дисковых пил:
I - заточные станки; 2 - промышленный робот;
3 - стенд для укладки готовых дисков.
Для Механизации трудоемких складских работ в механических и ремонтных цехах начинают внедрять роботизированные склады запасных изделий (деталей), инструмента и готовой продукции. Схема роботизированного склада представлена на рис.6.
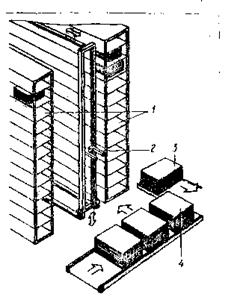
Рисунок 6 - Роботизированный склад готовой продукции
Работает такой склад следующим образом.
Стопы 4 изделий поступают на склад автоматизированным конвейером (или другим средством). Трансманипулятор 2 захватывает стопы и помещает их в соответствующие (согласно программе) ячейки стеллажей 1. Выдача изделий (стопа 3) со склада осуществляется тем же трансманипулятором. На последнем можно использовать разнообразные захваты в зависимости от типа конкретного изделия (груза).
Лекция 16
Дата добавления: 2016-10-17; просмотров: 1978;