Дәл өлшеу үшiн өлшеуішті құрал және аспаптар
Микрометр. Микрометрлер бөлшектердiң сыртқы өлшемдерiнiң өлшемi үшiн қызмет көрсетедi 0,01 мм дейiн дәлдiкпен. Микрометрлермен әртүрлi қашықтықтар өлшеуге болады, бiрақ өлшемдердiң интервалы 25-50мм сирек асады.
Интервалдағы өлшемдерi 0 ден 75 дейін аралығындағы анықталу үшiн сондықтан үш микрометрлермен пайдалануға дәл келедi: 0-25 мм, 25-50 мм және 50-75 мм нiң межелігі бойынша өлшеу шектерiмен.
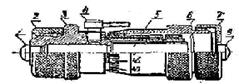
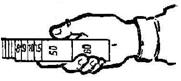
Микрометрдiң құрылымын (12 сурет) талдаймыз. 1-шi тұтқа 2 тура өңдеген жазық өлшеу бетпен жазмыштан озмыш жоқ жылжымайтын өкшеге алады, басқа өкшеде - 6-шы гильзасымен 5-шi сабақ. Бұл сомын iшiнде (микроөлшегiш) ерекше дәл ою ойық салған.
Сомында сол тегiс бөлiгi айналдырықпен деп аталған микроөлшегiш бұранда 3 айналады. Айналдырықтың өкшеге бағытталған шетi екiншi өлшеу бетпен қызмет көрсетедi.
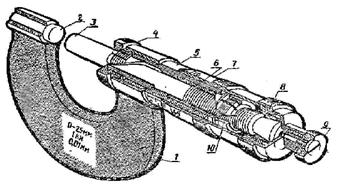
1 - тұтқа; 2- жылжымайтын өкше; 3- айналдырықпен микроөлшегiш бұранда;
4- тоқтатқыш сақина; 5 - сабақ; 6 - арғана - сомын; 7 - атанақ; 8- арнайы сомын; 9 - зырылдауық; 10- реттеуші сомын
12 сурет. Микрометр
Сабақ микроөлшегiш бұранданың оң, конусты өкшесімен тұйықтаған 7-шi атанақпен сырттан қамтиды.
Егер атанақ сағат тiлi бойынша айналдырса, онда сол тараптаны онымен бiргеге микроөлшегiш бұранда да айналады. Айналдырықпен және өлшеу өкшенiң аралығында бұл қашықтықта азаяды.
Егер атанақ сағат тiлiне қарсы айналдырса, онда бұл қашықтық үлкеедi. 3-шi бұранданың оюын адым және 0,5 мм 6 тең болуының сомыны, сондықтан атанақпен бiрге айналдырық бiр айналымға атанақтың бұрылысында өкшеге жақындатылады немесе ол да 0,5 мм ге жақындайды. Қалай аспаптың көрсеткiштердi есептеуi өндiрiп алатынын қараймыз. Микрометрде (13 сурет) екi межелік жүргізілген: (сабақта) бiр- сызықты, (атанақта) басқа-айналмасы. Астыдан да, үстiнде де сабақтағы межелік ұзына бойына сызықпен және сызық орналасқан кәдiмгi миллиметрлiк бөлулермен құрастырылған, және де жоғарғы сызықшалар ортасында төменгi бөлулерде болады. Демек, сабақтағы ұзына бойына сызық 0, 5 мм бойынша жоғарғы және төменгi сызықшалармен бөлiкке әрбiр бөлiнген. Бұл межелік бойынша көрсетулердi санайды 0, 5 мм дейiн дәлдiкпен.
Ары қарай есептеу 50 бөлуi болатын барабанда айналма шәкiл бойынша апарады. Бiз барабан бiр айналымға 0,5 мм дегi сабағы бойынша алға басатынын бiлемiз. Демек, сабақтағы ұзына бойына сызық 0, 5 мм бойынша жоғарғы және төменгi сызықшалармен бөлiкке әрбiр бөлiнген. Бұл межелік бойынша көрсетулердi 0,5мм дейiн дәлдiкпен санайды.
Бөлшектi өлшемдi анықталу үшiн бөлулерге межеліктің бастапқы сызықшасынан атанақтың шетi тұнатын сызықтық межелiгi бойынша табады. Бұл табандатқан миллиметрлердiң саны немесе жартылай миллиметрлер болады.
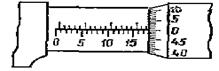
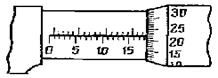
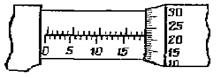
Айналма межеліктің нөлiнiң бөлулерi содан соң сабақта ұзына бойына сызықпен сызықшалардың реттiк нөмiрлерi, өйткенi үлкеюге қарай санай дәл келмейдi. Бұл сандар жүзiншi миллиметрдi құя түскен болады. Екi нәтижелердi қалайды. 13 суретте микрометрдiң төрт тән көрсетулерi келтiрiлген: (а) миллиметрлердiң бүтiн санымен; бөлшектi бөлiкпен, (ә) тең 0, 5 мм; (б) аз 0,5 мм нiң бөлшектi бөлiгi және (в) көбiрек 0, 5 ммнiң бөлшектi бөлiгiмен. Кейбiр жиiрек микрометрдiң тағайындауды анықтаймыз. (12- суретті қара) 7, атанақ 9, зырылдауық 5, сақтағыш құрылым болатын гайкасымен тұйықтаған. Зырылдауық өлшеу беттердiң арасындағы бөлшектi қысқыштың күшiн шек қояды және мезгiлсiз тозудан микроөлшегiш оюды нақ сол қоруыштайды.
Бөлшектi қысқыштың күшi шектi мән, зырылдауыққа жетедi босқа айналған бойда және барабанға күштi көбiрек алып бермеген бойдатек қана.
а

ә
б
в
а- 18 мм өлшемi; ә - 18,5 мм өлшемi; б- 18,22 мм өлшемi; в - 18, 2 мм өлшемi.
13 сурет. Микрометрдiң көрсету мысалдары
Атанақта орналастырылған реттеу сомын 10, гильзаның бiр бөлiк кесiк болып топтайды – сомын 6, және микроөлшегiш бұранданың бос жүрiсiн жояды. Микрометрдiң көрсетуi өлшемнен кейiн ұшырып түсiрмеу үшiн айналдырықты 4, тоқтатқыш сақинасымен бекiтуге болады. Қашықтықта өлшемдер 0 бастайтын емес микрометрлерге, ал 25, 50, 75 мм және тағы басқалармен., қоятын шараларды қоса тiркейдi. Ұзындығы тура тексерiлген және сандық тең микрометрдiң бастапқы көрсету бұл шараны өлшемдерiнiң басының алдында 2 өкшемен және микроөлшегiш бұрандасымен 3, жылжымайтын өкшесiмен аралығында сабақтағы ұзына бойына сызығы бар айналма межеліктің нөлдiк сызығының сәйкес келуi тексере жымқырады.
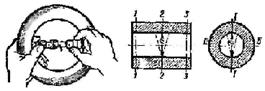
Қалыңтырлар және таспалар, құбырлардың қабырғаларының қалыңдығының өлшемдерi, қоюды диаметр, - салалар, конустар, призмалардың түрiнде және тағы басқаларларды орындаған өлшеу беттердiң құрылым қарастырылған бұл микрометрлерiнiң негiзгi айырмашылығының тiстi доңғалақтардың элементтерi үшiн микрометрлердiң арнайы құралымы бар болады. Сменалық (орнату) өлшеу беттердi жиi қолданады, 0,01мм бөлуiн бағамен (штихмас) микроөлшегiш нутромер - iшкi өлшемдердiң өлшемдерiнiң 50 мм және одан жоғарысынан үшiн өзi таралған аспап. Ол (14, а сурет) келесi негiзгi жиiрек: өлшеу ұшы және 5, 2, 5, 5, 6 және қоятын сомынның атанақтың 4, микроөлшегiш бұранданың стопорының сабағының сомындары 7. 2 сомындар орынына бола алады (14,ә сурет) ұзартқыш, өршiтушi өлшеу шектерi орнатылар едi. Штихмастағы көрсетулерi осылай санайды, сонымен қатар микрометрде. Өлшелетiн саңылаудағы штихмастың қоюы 14 б суретте көрсетiлген. Болғанша, ұштардың бiрлерiнiң өлшемдерi уақытында саңылауды қабырғаға балбырап пiседi, басқа ұзына бойына және көлденең бағыттарда микроөлшегiш бұранда реттей (а) ұзындық бойынша ең кiшi өлшем айқындалмайды екен және (ә) диаметр бойынша өлшем ең үлкен абайлап тербейдi. Сонда табылған көрсету стопорлармен бекiтедi.
Саңылауды диаметр (1—1, 2—2, 3—3) үш қималар және (I-I және II-II) екi өзара перпендикуляр бағыттарда өлшейдi.
а

ә
б
а - құрылым; ә - ұзартқыш; б- өлшем және саңылауды диаметрдiң өлшемiнiң орынын қабылдау; 1 және 8- өлшеу ұштары; 2 - сомын; 3 - сабақ; 4 - тоқтатқыш; 5-микроөлшегiш бұранда; 6 - атанақ; 7- қоятын сомын
14 сурет. Микроөлшегiш саңылауөлшер
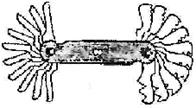
Штихмаспен микрометрмен, және жағдай аспап орташа жылдам және дұрыс орнату үшiн нақтылы дағды керек болуға қарағанда қиындау пайдалану. Өлшеу нәтижелерi өйткенi дөрекi өңдеудiң тағы басқа iздерiмен сызаттармен кедiр-бұдырлық көрнектi қабыршақтары бар бұйым микрометрлермен және дәл аспаптың бiр бөлiктерi жылдам саптан шығып қалуға бұрмалалған штихмастармен өлшеуге болмайтынын еске сақтау керек. Индикаторлар тап қалған өлшемдер және формадан бөлшектердiң ауытқуларының анықталуы үшiн қызмет көрсетедi және (15-шi сурет) салыстырмалы өлшемдер үшiн.. Өлшегiш аспаптарға қарағанда, барлық анықталатын өлшем шәкiл бойынша тiкелей санағанда абсолюттi өлшемдер үшiн микроөлшегiш тағы басқа аспаптар индикаторлар салыстырмалы өлшеулер үшiн қолайлы (немесе құралдармен) аспаптармен болып табылады. Межелік бойынша мұндай өлшемдердiң процессiнде атаулы мәннен өлшемнiң тек қана ауытқуларын анықтайды. Эталон ретiнде қоятын шара қолданады немесе құрал бойынша нөлдерге орнатқан үлгi.

1- өлшейтін сырық; 2 - тістегеріш; 3- екi еселі тiстi доңғалақ; 4 - тұрқы; 5 - тоқтатқыш; 6- үлкен межелік; 7 - тоғынша; 8 – кіші межелік; 9 - гильза; 10 - ұштық; 11— қосымша тiстi доңғалақ; 12 және 13 - серiппелер.
15 сурет. Индикатордың құрылымы

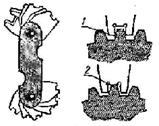
а- тығын; ә - қапсырма
16 сурет. Шектi мөлшерлегіштер
Бөлшектi өлшем мөлшерлегіштің кiруiн тығыздық бойынша анықтайды, және де өлшеу дәлдiгi бақылаудың бiлiктiлiгiнен тәуелдi болады. Шектi мөлшерлердің бөлшектерiн пайдаға асуларды оңай және айқынырақ анықтайды.
Шектi мөлшерлегіштер - (өтпелі) «ӨЕ» ӨТ әрiппен бар тығындар диаметр, тексерiлетiн саңылауды тең ең кiшi шектi өлшемге алады, (өтпелi) ӨЕ емес әрiптерi бар п - ең үлкен шектi өлшемге. Мөлшердің бiр тарабы сондықтан дұрыс өңдеген саңылау арқылы өтедi, басқа өтпейдi. Бұл және өлшемнiң процессi тұрады.
Шектi мөлшерлердің бiлiктерiнiң тексеруiн осы сияқтылармен өндiрiп алады.
Өндiрiс жөндеуде тегiс цилиндрлiк саңылаулар және бiлiктердiң бақылауы үшiн ғана емес мөлшерлермен пайдаланады, керiсiнше қоюды тексеру үшiн, сонымен бiрге конустық беттер.
Iшкi бұрандаларды бақылау үшiн қолданылатын бұранды мөлшерлі тараптарда толық және ұзын қоюды алады, өтпелi - жiп екi-үш. Бұл аспаптар қалған жағдайларда кәдiмгi мөлшерлер сияқты жасалған - тығын. Сыртқы бұрандаларды бақылау үшiн шектi мөлшерлерді қолданады - аяқтарда аунақшалардың булары екi-екiден орнатылатын қапсырма: тексерiлетiн қою аунақшалардың бiр буы арқылы өтедi, басқа бу арқылы өтпейді емес.
Сүңгiлер. Сүңгiлермен кездесетiн бөлшектер беттердiң арасындағы саңылаулар өңдеуден кейiн әдетте өлшейдi. (17, а сурет) сүңгiлердiң жиыны бiрнеше болаттан жасалған тілімшелерден тұрады. Әрбiр тілімшеде оның қалаңдығы көрсетiлген. Өлшемдер үшiн сүңгiлердiң қолдануы 17 ә-б суретте көрсетiлген.
Бөлшектердiң сызықты өлшемдерiн бақылау үшiн қолданылатын үлгiлер өзi кең таратуларды ауылшаруашылық техниктiң жөндеуiнде алды. Кейде олар, сонымен қатар сүңгiлер, жиындарда жинайды.
Мысалы, (18, а сурет) бұрандалар, (18, ә сурет ) оюлар, (18, б сурет) пiскектердiң ойыстарының өлшемдерiнiң радиустарының өлшемi, тісті тістегеріштер үшiн осындай үлгiлердiң комплекттерi (18, в ) жалбақтаған


а ә б
17 сурет. Пiскектiң ойысы және поршень сақинасының аралығында (а) сүңгiлердiң жиыны және (ә) саңылаулардың сүңгiлерiмен тексеру және (б) цилиндрдың арғанасына орналастырылған поршень сақинасының тоғысқан жерiнде

а ә

б в
а - радиус; ә- бұранды; б- пiскектердiң ойыстарының өлшемдерiнiң тексерулерi үшiн; в - зубьелер тексеру үшiн 1-жарамды шестерня жалбақтаған; 2 - ескi шестерня. 18 сурет. Үлгiлердiң жиындары
Үлгiлер қалыңтырлы немесе жолақты болаттан 0,5-6мм қалыңдығымен әзiрлейдi. Тексерудi екi әдiспен жүргізеді: саңылауға немесе бояуға. Бөлшектерге үлгi бiрiншi әдiсте үстiне үлгіні қояды және саңылау бойынша оның жасауын дәлдiк туралы соттайды.
Бояулармен бөлшектi тексерiлетiн бет екiншi әдiсте жабады, үлгiлер үстiне қояды және бояудың үлгi қалған дақтары бойынша бөлшектi пайдаға асуларды анықтайды.
(бiр қалыпты тақталанғандар) жазық параллел шеткi ұзындық өлшемдерi тексеру және өлшегiш аспаптар, (19 сурет) калибрлi реттелетiн аспаптардың күйге келтiруi үшiн қызмет көрсетедi. Тақталанғандар мұқият өңдеген екi жұмыс жазықтықтары бар тiк төртбұрышты брустардың түрiнде орындаған.
Тақталанғандардың ұзындығы 0,5-1000 ммге толқиды. Өлшеу дәлдiгi (0,001 мм) 1 мкм ге жетедi. Тақталанғандар жиындармен: (№ I 87 шаралар), (№ 242 шаралар), (№ 3 116 шаралар) және тағы басқалар. (№ 15 4 шаралар) дейiн шығарылады. Кәсiпорындардың жөндеу үшiн жиындар 10 тақталанғандар кiретiн №2 және № 8 ұсынылады.

а ә



б в г
а- тақталанғандардың блогi; ә — микрометрдiң көрсетуiнiң дәлдiктерiн бақылау үшiн қолдану тақталанғандар; б - саңылаулардың диаметрлерiнiң өлшемi үшiн бүйiрлердiң қолдануы; в - бөлшектердi белгi орталықты қолданып және сызба; г - сызба және тақталанған, негiзге орнатылған.
19 сурет. Жазық параллель шеткi ұзындық өлшемдерi (өлшемді тақталар)
Өлшемдердiң тақталары орындаудың жанында блоктерде жалғастырады. Осы мақсатта олар таза жанармайларда жуады, және аяқтай ең аз дегендеймiн бiр басқаларға үйкеп тесу қажап тоздырып ысқылайды. Блок тұрмады (тақталанғандардың санының үлкеюiмен өлшеу қателiгi өседi) бес тақталанғандардан бетер көп үшiн лазым.
Тақталар қандай болмасын құрал-сайманмен бiрлесiп талқылауларды жиi қолданады - қысқыштармен, жақтаулармен, негiздермен, белгi сызбалар және тағы басқалар. (19-шы сурет). Тақталармен айналсын жұмыс жазықтықтарын зиян жасамау үшiн абайлап барынша шығады. Жиыннан тақталанғаны жұмсақ дарымаушы майлықтарымен ұсынылады.
Дата добавления: 2016-06-24; просмотров: 3723;