ОБОРУДОВАНИЕ ДЛЯ ФАСОВАНИЯ МОЛОКА И МОЛОЧНЫХ ПРОДУКТОВ В ПОЛИЭТИЛЕНОВЫЕ ПАКЕТЫ
Автоматы для фасования продуктов в пакеты из полимерных или комбинированных материалов имеют различное конструктивное исполнение в зависимости от целей применения. Особенности конструкции связаны с подачей упаковочного материала — вертикальная с одного или двух рулонов и горизонтальная; с видом изготовляемых пакетов — одинарные, двойные или тройные пакеты, многоячеистые упаковки; с дозированием — массовое, объемное и дозирующим устройством — поршневое, шнековое, тарельчатое, вибролоток; способом сварки — термоимпульсная, термоконтактная, ультразвуковая, высокочастотная.
Основная характеристика фасовочно-упаковочных автоматов — производительность, которая зависит от массы и вида упаковываемого продукта, размеров и вместимости упаковки, типа и способа сварки пленок. Исходя из этого, автоматы делят на малопроизводительные (до 180 упаковок в час), средней производительности (до 2400 упаковок в час) и высокопроизводительные (более 2400 упаковок в час).
На молочных заводах России наибольшее распространение получили фасовочно-упаковочный автомат М6-ОРЗ и его модификации, а также автоматы итальянской фирмы АКМА.
Автомат М6-ОРЗ-Е состоит из разливочно-фор-мовочного блока с механизмами сварки пакетов и устройства для укладки пакетов в транспортные ящики. Рабочие органы, кроме конвейера подачи и отвода ящиков для пакетов, имеют пневмопривод, работой которого управляет командоаппарат. Конвейер имеет электромеханический привод. Разливочно-формовочный блок (рис. 10.8) состоит из рулонодержателя, на котором находится рулон пленки, устройства для выравнивания и натяжения ленты пленки, печатающего устройства, рукав ообразователя, механизма продольной сварки, поршневого дозатора с дозировочной трубой, механизма поперечной сварки и обрезки пакета. Поверхность пленки стерилизуют бактерицидной лампой.
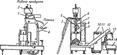
Рис.2.43.Фасовочно-упаковочный автомат М6-ОРЗ-Е:
1 — поршневой дозатор; 2— бак молочный; 3 — лестница; 4 — рулонодержатель; 5—формовочная трубка; 6— рукавообразователь; 7— механизм сварки продольного шва; 8, 10— шкафы электрооборудования; 9— механизм сварки поперечного шва; 11— конвейер пакетов- 12— фотоэлемент счетного устройства; 13- бункер; 14- конвейер ящиков с пакетами
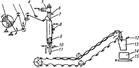
Рис.2.44. Технологическая схема автомата М6-ОРЗ-Е:
1— рулон полиэтиленовой пленки; 2 — направляющие валики; 3 — печатающий механизм; 4 — бактерицидная лампа; 5— поршневой дозатор; 6— трубка отсоса воздуха; 7— рукавообра-зователь; 8— механизм продольной сварки; 9 — дозировочная труба; 10— механизм поперечной сварки и отрезки пакета; 11 — готовый пакет; 12— фотоэлемент счетного устройства; 13 — бункер; 14 — ящик для пакетов; 15— конвейер отвода ящиков с пакетами
Автомат осуществляет следующие операции: разматывает пленку с рулона, наносит на пленку дату и код молокозавода, проводит бактерицидную обработку пленки, формует из нее рукав, сваривает продольный и поперечный швы, наполняет пакет молоком, отсасывает из пакета воздух, сваривает второй поперечный шов и одновременно отрезает пакет и отводит его на конвейер, который через бункер подает пакеты в ящик.
Опорой при сварке продольного шва служит формовочная труба, к которой пленка прижимается сваривающей головкой с нагревательным элементом. В нижней части трубы размещены пружинящие распорки, придающие рукаву удобную для поперечной сварки форму. Распорки предотвращают образование складок на поперечном шве.
К верхней части формовочной трубы подведена трубка от вакуумного устройства для отсасывания из пакета воздуха.
Дозирование молока в автомате осуществляется поршневым дозатором со всасывающим и нагнетающим клапанами. Порция молока из дозатора по дозировочной трубе подается в пакет. Дозировочная труба помещена в формовочную.
Механизм сварки поперечного шва имеет две губы — сваривающую и прижимную. Их сжатие обеспечивается пневмоцилиндром. К сваривающей губе прикреплен электронагревательный элемент, к нажимной — резиновая прокладка. Для охлаждения во время работы к сваривающей и прижимной губам подается вода. Механизм сварки поперечного шва осуществляет также протяжку полиэтиленового рукава на длину одного пакета.
Привод конвейера пакетов — пневматический с храповым механизмом, конвейера ящиков с готовой продукцией — электродвигателем через редуктор.

Рис.2.46.Технологическая схема фасовочно-упаковочного автомата АКМА 772:
1 — определитель наличия продукта; 2 — дозатор; 3 — определитель открытых пакетов; 4 — устройство для пневматического раскрытия пакетов; 5— запасной рулон с пленкой; 6— основной рулон с пленкой; 7—натяжное устройство; 8—формующий шаблон; 9 — механизм продольной сварки; 10— механизм поперечной сварки; 11 — фотоэлемент; 12— протягивающие валки; 13 — режущее устройство; 14 — устройство для отвода готовой продукции; 15— механизм сварки верха пакета; 16— устройство для удаления воздуха из пакетов; 17— механизм закрытия пакета
Фирма АКМА — одна из ведущих в мире в области производства фасовочно-упаковочного оборудования — выпускает автоматы производительностью 50...400 пакетов в минуту для самой различной продукции. Схема работы автоматов, предназначенных для фасования и упаковывания жидких, пастообразных, а также сыпучих продуктов.
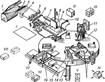
Рис 2.47. Схема работы фасовочно-упаковочного автомата АРМ:
1 — рулон упаковочного материала; 2 — механизм прижима; 3 — направляющий валик; 4 — механизм датировки; 5— регулируемые секторы; 6— ножи; 7— рычаги; 8— пуансон; 9 — матрица; 10— щуп; 11 — дозатор; 12— формующий стол; 13— механизм заделки; 14 — конвейер; /5—механизм подпрессовки; 16— переворачиватель; 17— съемник
Принцип работы фасовочно-упаковочного автомата АКМА 772 заключается в следующем. Упаковочный материал, подаваемый с рулона, перегибается пополам с помощью шаблона и сваривается снизу для создания нижней кромки пакета. С помощью термосва-ривающих щек образуются поперечные швы, и готовое полотно разрезается на отдельные пакеты, поступающие в ротационный узел с держателями. Там они раскрываются, наполняются продуктом и свариваются горизонтальными термосваривающими колодками. Упакованный продукт отводится за пределы автомата конвейером.
В зависимости от вида фасуемого продукта автоматы фирмы комплектуют поршневым, винтовым или каким-либо другим типом дозатора.
Дата добавления: 2016-05-25; просмотров: 2878;