ОБОРУДОВАНИЕ ДЛЯ ФАСОВАНИЯ МОЛОКА И МОЛОЧНЫХ ПРОДУКТОВ В КАРТОННУЮ ТАРУ
Автоматы для фасования молока и молочных продуктов в картонную тару делят на две группы. В первой из них тара в виде тетраэдра или параллелепипеда формуется непосредственно в автомате путем термосварки материала, находящегося в виде рулона. Во второй прямоугольные коробки формуются в машине из специальных высечек. Высечки изготовляют на специальном оборудовании из картона, покрытого с двух сторон полиэтиленом.
Автомат для розлива молока, формующий пакеты вместимостью 0,5 и 0,25 дм3 в форме тетраэдра, состоит (рис. 10.4) из следующих основных узлов: рулонодержателя со столиком для сваривания концов рулонов, устройства для образования бумажной трубы и подачи молока, механизмов образования и отрезки пакетов, подъемного ковшового конвейера и устройства для укладки пакетов в корзины. Кроме этого он имеет регулятор уровня, стабилизатор прижима, печатающее устройство и шкаф управления.
Рулонодержатель состоит из оси, на которой с помощью двух конусов и гайки закреплен рулон.
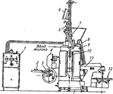
Рис.2.40.Общий вид автомата фирмы «Тетра Пак» для розлива молока в картонные пакеты:
1 — шкаф управления; 2— сварочный стол; 3 — рулонодержатель; 4— печатающее устройство; 5— регулятор уровня; 6 — бактерицидная лампа; 7— устройство для образования трубы и подачи молока; 8— лестница; 9— механизм образования пакета; 10— стабилизатор прижима; И — укладчик пакетов в корзины; 12 — поворотный стол для корзин; 13— клеммная коробка; 14 — привод автомата
Устройство для образования бумажной трубы включает направляющие для свертывания кромок бумаги, нижний и верхний формующие кольца и прижимной ролик. Для стерилизации поверхности бумаги, которая впоследствии становится внутренней стороной пакета, в верхней части устройства установлена бактерицидная лампа.
Система подачи молока состоит из трубы, подключенной через трехходовой кран к молокопроводу цеха, и регулятора уровня. На нижней части трубы установлен клапан, который управляет регулятором и обеспечивает постоянный уровень молока в бумажном рукаве. При остановке автомата клапан перекрывает поступление молока в рукав.
Механизм образования пакетов включает четыре носителя, ветви которых образуют квадратную шахту. В процессе перемещения в шахте бумажный рукав проходит через зажимы с нагревателями, которые сваривают поперечные швы. На каждом из носителей размещено по восемь зажимов. Устройство для резки полученной гирлянды пакетов представляет собой две пары крестовин. Одна из крестовин каждой пары оснащена ножами, другая — упругими подкладками.
Подъемный ковшовый конвейер предназначен для перемещения отрезанных пакетов от ловителя к механизму распределения. Последний выполнен в виде желоба с толкателями, совершающими возвратно-поступательное движение в горизонтальной плоскости. Толкатель служит для подачи выпадающих из ковшов конвейера пакетов к краям желоба, где расположены заслонки. При их открытии пакеты попадают в корзины. Для обеспечения плотной укладки пакетов в корзину второй ряд их подают с ковшов, минуя желоб.
Пакеты укладывают в специальные корзины шестигранной формы тремя рядами по шесть пакетов в каждом ряду. Корзины располагаются под механизмом, распределяющим пакеты по трем корзинам: в первой корзине — первый ряд, во второй — второй, в третьей — третий. После того как механизм распределения разместит по одному пакету в корзины, они поворачиваются дисками на 60°. За полный оборот дисков в корзины укладывают шесть пакетов. После этого поворотный стол поворачивается на 90°. За три позиции поворотного стола каждая корзина насчитывает три ряда пакетов, в четвертой наполненная корзина снимается и устанавливается порожняя.
Схема образования пакетов на автоматах типа «Тетра Пак» показана на рис. Упаковочная бумага с рулона через ролик подается в формооб-разователь, где сворачивается в трубу. С помощью нагревателя и прижимного ролика на бумажной трубе выполняется продольный сварной шов.
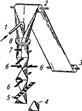
Рис.2.41.Схема образования пакетов с молоком на автоматах типа «Тетра Пак»:
1 — трубопровод для подачи молока; 2— верхний направляющий ролик; 3— рулон упаковочной бумаги; 4—пакет с молоком; 5—устройство для резки; 6—устройство для сварки поперечных швов; 7— устройство для сварки продольного шва; 8 — устройство для образования трубы из упаковочного материала
При дальнейшем протягивании бумажной трубы она пережимается зажимами в двух диаметрально противоположных направлениях и сваривается поперечным швом.
После образования поперечного шва внутрь трубы поступает молоко, уровень которого поддерживается на 80...120 мм выше второй пары зажимов. Объем пакета определяется расстоянием между двумя соседними парами зажимов. Специальное устройство разрезает полученную заготовку на отдельные пакеты, подает их на ловитель и далее на укладку в корзины. Точность дозирования автоматов данного типа 3 %.
По аналогичному принципу работают автоматы системы «Тетра Брик Асептик» (США), которые образуют прямоугольные упаковки 16 вариантов вместимостью 125... 1000 мл. В качестве упаковочного материала в этих автоматах применяют ламинат, формуемый термосваркой в виде параллелепипеда. Перед поступлением на формовку поверхность упаковочного материала обрабатывается 15%-ным раствором пероксида водорода при 70 °С. Затем его сушат горячим стерильным воздухом и в сухом виде подают в зону формовки и розлива. Пакеты заваривают ниже уровня поступающей жидкости, что позволяет полностью использовать их объем, а содержимое упаковки защитить от порчи.
Фасовочно-упаковочный автомат, работающий на специальных заготовках-высечках, состоит из станины, ротора формирования и сварки коробок, разливочного бака с дозаторами молока и устройства сварки верхнего шва коробок. Заготовки-высечки расположены в двойной кассете, вмещающей две пачки высечек по 400 шт. в каждой. Кассета рассчитана на 6,5 мин работы автомата.
Механизм питателя вынимает высечку из кассеты, складывает ее в коробку и надевает затем на стержень ротора. Полиэтиленовый слой дна коробки подплавляется горячим воздухом, и основание коробки сваривается. Вращаясь, ротор подает коробки к конвейеру. Сброшенные пневмоустройством на конвейер коробки подаются к охладителю, где их дно и боковой шов остывают и прочно скрепляются.
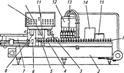
Рис.2.42. Фасовочно-упаковочный автомат системы «Пюр Пак»:
1 — конвейер; 2— станина; 3 — блок предварительной гибки верхних кромок; 4 — маркировочный узел; 5—сварная коробка; б—узел питателя и формирования коробки из высечки; 7— кассеты с высечкой; 8— нагреватель дна коробки; 9— пульт управления; 10 — ротор формирования и сварки коробок; 11— охладитель дна коробки; 12 — разливочный бак; 13 — дозатор молока; 14 — нагреватель верха наполненной коробки; /5—устройство для сварки верхнего шва коробки
Далее коробка проходит печатающее устройство и направляется в бак предварительной гибки верхних кромок крышки. Система наполнения молока, к которой конвейером подаются коробки, включает в себя бак вместимостью120 л и поршневой дозатор. Наполненная молоком упаковка подается к нагревателю верха коробки и сварочному устройству. Верхние кромки коробки сжимаются зажимами и охлаждаются. Застывший слой полиэтилена обеспечивает герметичную упаковку коробки с продуктом.
Для стерилизации тары в большинстве автоматов внутреннюю поверхность коробки обрабатывают раствором пероксида водорода, а затем сушат горячим стерильным воздухом.
Фасовочно-укупорочные автоматы такого типа в зависимости от вида продукта имеют производительность 5000...8000 упаковок в час и применяются на крупных молочных заводах.
Дата добавления: 2016-05-25; просмотров: 1844;