Технология ацетилено-кислородной сварки
Вентилями подачи кислорода и горючего газа инжекторной газовой горелки регулируется состав горючей смеси. Полное сгорание выполняется при соотношении по объему кислорода к ацетилену 2,5 : 1. Причем 1,1…1,15 часть кислорода попадает из кислородного баллона, а остальное - из воздуха. Это будет нормальное пламя.
Сварочное ацетилено-кислородное пламя имеет три различные по цвету зоны:
1. Ядро, в котором происходит распад ацетилена на углерод и водород
С2Н2 = 2С+Н2.
2. Восстановительная зона, где углерод сгорает в атмосфере кислорода, подаваемого из баллона, с образованием окиси углерода
2С+О2 = 2СО.
3. Факел, в котором за счет кислорода воздуха окись углерода окисляется до углекислого газа, а водород – до воды
2СО+О2 = 2СО2, 2Н2+О2 = 2Н2О.
Пламя будет окислительным при избытке кислорода. Сваривать металл окислительным пламенем нельзя, т.к. окисляется металл шва, возникают поры и трещины. Окислительное пламя применяется при сварке латуней и при пайке твердыми припоями.
Науглероживающее пламя будет при избытке ацетилена. Избыточный углерод, находящийся в пламени, поглощается расплавленным металлом и ухудшает его качество. Слегка науглероживающее пламя применяется при сварке чугуна и наплавке твердыми сплавами.
 |
Различают два способа газовой сварки: правый и левый (рис.27). При левом способе пламя горелки перемещается справа налево, т.е. направлено на еще ненаплавленную часть, а при правом – слева направо и направленно в сторону сварного шва. Прутки в обоих случаях находятся слева от пламени. При левом способе имеются хорошие условия для наблюдения за формированием сварного шва, т.к. пламя направлено на не наплавленную часть. При толщине металла менее 3 мм применяют левую сварку. При толщине более 5 мм применяют правую сварку: горелка движется впереди сварочной проволоки слева направо, производительность увеличивается на 20…25% и снижается расход ацетилена, глубже проплавляется основной металл.
В зависимости от угла наклона мундштука горелки к поверхности свариваемого металла эффективность передачи тепла сварочным пламенем изменяется, достигая наибольшего значения при угле наклона 90°. Поэтому угол наклона горелки a зависит от толщины металла h:
| h, мм | <1 | 1…3 | 1…5 | 5…7 | 7…10 | 10…15 | >15 |
| a, ° |
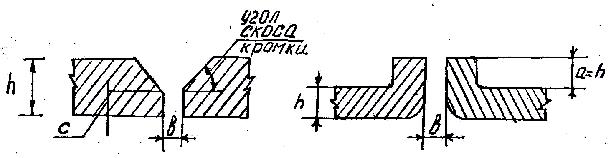
Подготовка к газовой сварке заключается в разделке (рис.28) поверхностей деталей в зависимости от их толщины h (табл.10).
Таблица 10.
Влияние толщины свариваемых деталей на разделку сварного шва
| Форма подготовленных кромок | Толщина свариваемых деталей h, мм | Угол скоса кромки ° | Притупление С, мм | Зазор b, мм | Выполняемый шов |
| С отбортовкой кромок | 0,5…1 | – | – | 0,1 | Односторонний |
| Без скоса кромок | 1…5 | – | – | 0,5…2 | Односторонний |
| То же | 5…6 | – | – | 1…2 | Двусторонний |
| Со скосом кромок | 6…15 | 35…45 | 1,5…3 | 2…4 | Односторонний |
| С двумя симметричными скосами кромки | 5…10 | 60…70 | 1…2 | 1,5…3 | Двусторонний |
| То же | 15…25 | 35…45 | 2…4 | 2…4 | Двусторонний |

Торцевые поверхности привариваемых кромок и прилегающие к ним участки металла шириной 25…30 мм перед сваркой зачищаются от ржавчины, масла и краски механическим способом или газопламенной обработкой.
При сборе элементов конструкций положение деталей фиксируют наложением коротких швов – прихваток: при h < 3 мм делаются прихватки длиной не более 5 мм с расстоянием между ними 50…100 мм, при h > 3…4мм длина прихваток 20…30 мм с расстоянием между ними 300…500 мм.
Дата добавления: 2016-05-11; просмотров: 1173;