Сварочные горелки и кислородные резаки
Горелки для газовой обработки материалов классифицируются по следующим признакам: по способу подачи горючей смеси (инжекторные и безынжекторные), по назначению (универсальные, ручные, машинные), по роду горючего газа (кислородно-ацетиленовые, пропан-бутановые и др.).

В безынжекторных горелках горючий газ и кислород подаются под одинаковым давлением в смесительную камеру, выходят из мундштука и горючий газ сгорает. Эти горелки менее универсальны, сложны в регулировании процесса и используются для сварки очень тонкого металла (0,05…0,6 мм).
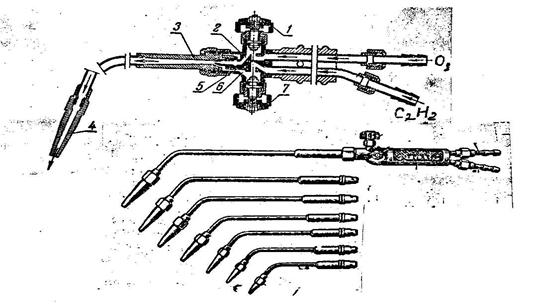
Наиболее распространены инжекторные горелки (рис.26), работающие на ацетилене низкого давления. Кислород под давлением через вентиль 1 по каналу 2 поступает в инжектор 3. При выходе кислорода из инжектора с большой скоростью в смесителе наконечника 4 создается разряжение и ацетилен, поступивший через вентиль 7 от баллона или генератора под меньшим давлением, всасывается через каналы 6 в смесительную камеру, где с кислородом образует горючую смесь. Горючая смесь проходит через наконечник 4 и при выходе из него зажигается. Во избежание горения смеси внутри наконечника (обратный удар) скорость истечения газовой смеси должна быть больше скорости ее горения (распространения пламени).
Горелка комплектуется сменными наконечниками (7 разных номеров), каждый из которых обеспечивает определенный расход ацетилена и, следовательно, определенную тепловую мощность пламени. Чем больше номер наконечника, тем больше расход горючего газа.
Для резки металлов используется обычное оборудование для ацетиленовой сварки, но вместо горелки применяют газовый резак, чаще всего инжекторного типа. Резак отличается от горелки тем, что у него 3 вентиля (по сравнению с газовой горелкой у него имеется дополнительный 3-ий вентиль подачи режущего кислорода), сопло расположено под прямым углом к оси резака, а давление и расход кислорода выше, чем при газовой сварке. Ацетилен и часть кислорода поступают в смесительную камеру, а большая часть кислорода (режущего) поступает непосредственно в сопло резака.
В начале работы открывают вентили подачи ацетилена и подогревающего кислорода, поджигают и регулируют газовую смесь, нагревают металл до температуры вспышки, после чего открывают вентиль подачи режущего кислорода и разрезают заготовку или деталь.
Шланги
Для подачи горючего газа и кислорода к горелке применяются резинотканевые шланги с одним или несколькими слоями резинотканевых прослоек:
1 – для подачи ацетилена и других горючих газов с рабочим давлением не более 0,6 МПа;
2 – для подачи кислорода, с рабочим давлением до 1,5 МПа.
Рукава для подвода горючего газа выпускают четырех размеров по внутреннему диаметру 6, 9, 12 и 16мм. Не допускается соединять рукава обрезками гладких трубок, при необходимости дефектные участки вырезаются и соединяются двусторонними ниппелями с хомутиками. В последнее время наряду с резинотканевыми шлангами широко используются и пластмассовые.
Дата добавления: 2016-05-11; просмотров: 1241;