АВТОМАТЫ И ТЕХНОЛОГИЯ СВАРКИ НЕПОВОРОТНЫХ СВАРНЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Автоматическая сварка. ТЕХНОЛОГИЯ
И ОБОРУДОВАНИЕ
СЛАЙД 2 Автоматическая сварка основана на применении устройства, производящее зажигание сварочной дуги, подачу электродов и обеспечивающее устойчивое горение дуги. Данное устройство называется автоматической сварочной головкой или дуговым автоматом. Вместо отдельных коротких электродов, применяемых в процессе ручной сварки, при автоматической сварке используется электродная проволока большой длины, в мотках или бухтах, сматываемая механизмом автомата и подаваемая в зону дуги по мере её плавления.
СЛАЙД 3 Проволока подаётся через передаточный механизм и ведущие ролики и через правильный механизм, устраняющий кривизну и придающий сматываемой с бухты проволоке прямолинейность. Проволока поступает в мундштук или токоподвод автомата, где прижимается к токоведущим контактам и скользит по ним, проводя сварочный ток, питающий дугу.
СЛАЙД 4 Расстояние от токоподводящих контактов до дуги невелико (несколько сантиметров), поэтому автомат работает как бы коротким непрерывно возобновляемым электродом. Это является преимуществом автомата, так как уменьшается нагрев проволоки и создаётся возможность применения высоких плотностей тока в электродной проволоке без её перегрева. Подача проволоки производится автоматически со скоростью её плавления, поэтому длина дуги при сгорании проволоки остаётся практически постоянной. Существуют автоматы, позволяющие автоматически производить зажигание сварочной дуги в начале сварки и повторное зажигание при её случайном обрыве в процессе работы.
СЛАЙД 5 Регулирование процесса сварки в автомате осуществляется различными способами. Например, связывают скорость подачи электродной проволоки с напряжением дуги и её длиной. При нормальной длине дуги и её нормальном напряжении автомат подаёт проволоку со скоростью, равной скорости её плавления; при уменьшении длины дуги скорость подачи проволоки уменьшается, вследствие чего длина дуги и её напряжение возрастают и устанавливаются их нормальные значения. При случайном увеличении длины дуги скорость подачи проволоки возрастает и длина дуги, а вместе с тем её напряжение уменьшаются до нормальной заданной величины.
СЛАЙД 6 При коротком замыкании, когда напряжение дуги падает почти до нуля, направление подачи электродов меняется, т.е. электрод не подаётся вперёд к свариваемому изделию, а отдёргивается назад, и конец электрода удаляется. После включения автомата, когда конец электрода ещё не касается изделия и дуга отсутствует, напряжение между электродом и изделием равно полному напряжению холостого хода источника тока.
СЛАЙД 7 Это напряжение выше нормального напряжения дуги, и потому электрод подаётся вперёд, к изделию. Когда конец электрода касается изделия и замыкает накоротко дуговой промежуток, происходит реверсирование подачи и зажигание дуги. Если при отрыве электрода дуга не загорится, описанный процесс повторяют. После зажигания дуги начинается подача электрода вперёд к изделию с изменением скорости подачи соответственно напряжению дуги. Таким образом, длина дуги поддерживается автоматически постоянной с точностью, недоступной для ручной и механизированной сварки.
СЛАЙД 8 Современные автоматы поддерживают напряжение дуги с точностью ± 0,5 В, что соответствует точности поддержания длины дуги ± (0,2-0,3) мм.
Дуговой аппарат представляет собой автоматический регулятор, поддерживающий постоянство режима дуговой сварки независимо от воздействия внешних и случайных возмущающих факторов.
СЛАЙД 9 В основу регулирования работы дугового автомата с плавящимся металлическим электродом положены два основных принципа:
- регулирование электрических величин;
- постоянство скорости подачи электрода.
В автоматах первого типа регулируемой является какая-либо электрическая величина сварочной дуги, регулирующей величиной – скорость подачи электрода. Регулируемой величиной могут служить напряжение, ток или мощность дуги и т.д.
СЛАЙД 10 В современных автоматах за регулируемую величину принимают напряжение сварочной дуги. В сварочной дуге напряжение U практически не зависит от силы тока, зависит только от длины дуги L, изменяясь пропорционально изменению длины: U~L.
СЛАЙД 11 При наличии автомата, поддерживающего постоянство напряжения дуги, длина дуги остаётся постоянной, и процесс сварки сохранит нормальный характер. Таким образом, регулирование постоянства напряжения дуги эквивалентно регулированию постоянства её длины.
Открытие процесса саморегулирования сварочной дуги позволило разработать сварочные автоматы, основанные на принципе непрерывной подачи электрода в дугу с постоянной скоростью, равной скорости его плавления.
СЛАЙД 12 Саморегулирование дуги вызывается тем, что скорость плавления электрода изменяется с изменением длины дуги: с увеличением длины дуги уменьшается скорость плавления, с уменьшением длины дуги эта скорость увеличивается. При постоянной скорости подачи электрода случайное изменение длины дуги вызывает изменение скорости плавления электрода, направленное на восстановление первоначальной длины дуги.
СЛАЙД 13 При высоких плотностях тока и постоянной скорости подачи саморегулирование протекает наиболее интенсивно при пологих характеристиках источника питания, и лучшие результаты дают источники тока с постоянным напряжением, а в некоторых случаях используют источники с возрастающей внешней характеристикой, когда напряжение возрастает с увеличением тока.
СЛАЙД 14 Для получения сварного шва необходимо перемещать дугу по линии сварки. В зависимости от способа перемещения дуги различают подвесные автоматы, самоходные автоматы, сварочные тракторы.
СЛАЙД 15 Подвесной автомат не имеет механизма перемещения, оно производится отдельным устройством. Перемещаться может изделие при неподвижном автомате (так выполняются круговые сварные швы) или автомат, установленный на самоходную тележку, вдоль изделия, например при сварке длинных прямолинейных сварных швов. Возможно и одновременное перемещение автомата и изделия, удобное при выполнении криволинейных сварных швов.
СЛАЙД 16 У самоходных автоматов имеется механизм перемещения, конструктивно объединённый с автоматом. Самоходный автомат перемещается по специальному рельсовому пути.
Сварочным трактором называется лёгкий компактный самоходный аппарат, перемещающийся непосредственно по поверхности изделия или по лёгкому переносному пути, укладываемому на поверхности изделия. Сварочные тракторы особенно удобны для сварки изделий больших размеров.
СЛАЙД 17 В настоящее время при сварке труб, резервуаров и газгольдеров используются сварочные автоматы: для сварки поворотных сварных швов (технология сварки под флюсом подвесными автоматами), неповоротных сварных швов (технология сварки в среде защитных газов самоходными автоматами) и протяжённых сварных швов (сварочные тракторы).
СЛАЙД 18АВТОМАТЫ И ТЕХНОЛОГИЯ СВАРКИ ПОВОРОТНЫХ СВАРНЫХ ШВОВ ПОД СЛОЕМ ФЛЮСА
В настоящее время на строительстве магистральных трубопроводов применяют в основном базовую схему организации сварочно-монтажных работ. По этой схеме доставленные на базу трубы свариваются в секции длиной 18…36 метров, впоследствии их вывозят на тpaccy трубопровода и сваривают в плети или непрерывную нить трубопровода. Базовая схема позволяет выполнять значительный объем сборочно-сварочных работ в условиях, приближенных к индустриальным, и применять высокопроизводительную автоматическую сварку под слоем флюса.
СЛАЙД 19 Швы, выполненные автоматической сваркой под слоем флюса, обладают высокими и стабильными механическими свойствами. Автоматическую сварку под слоем флюса практически можно выполнять только в нижнем положении, поэтому сварку стыков труб на сварочных базах ведут при вращении собранной секции (поворотная сварка стыка).
Автоматическую сварку под слоем флюса стыков секций осуществляют на полевых сварочных установках ПАУ-601, ПАУ-602, ПАУ-1001.
СЛАЙД 20 Сварочные установки для сварки труб состоят из сварочных автоматов, источников питания сварочной дуги и устройств осуществляющих вращение свариваемых труб (роликовые опоры, торцевые вращатели).
Сварочный автомат (головка) ПТ-56 предназначена для сварки под слоем флюса поворотных стыков труб.
Сварочная головка (рис.2) работает по принципу независимой подачи проволоки в зону дуги и состоит из электродвигателя постоянного тока 1, пульта управление 2, бункера с флюсом 3, механизма подачи электродной проволоки 4, кассеты со сварочной проволокой 5, тележки 6 на четырех обрезиненных опорных катках и раздвижной штанги 7.
Скорость подачи электродной проволоки регулируется ступенчато сменными шестернями и реостатом, включённым в цепь питания электродвигателя.
 |
Рис .2 Сварочная головка ПТ-56
Специфические условия сварки кольцевых стыков трубных секций определяют существенные отличия технологии и техники выполнения автоматической сварки под флюсом в трассовых условиях от заводской сварки. Наиболее характерная особенность сварки на трубосварочных базах — необходимость сварки под флюсом поворотных стыков труб по разделке кромок, предназначенной для ручной дуговой сварки. При таких разделках кромок корневой слой шва необходимо выполнять ручной дуговой сваркой. Последующие слои шва сваривают под флюсом.
По второму варианту разделка кромок с помощью специальных станков обрабатывается с целью увеличения притупления, что дает возможность применить двустороннюю автоматическую сварку под флюсом. Форма и размеры шва существенно зависят от основных параметров режима сварки. Качественная оценка влияния параметров режима на размеры и форму шва при сварке труб приведена в табл. 2.
При односторонней автоматической сварке под флюсом применяют стандартные и комбинированные разделки в соответствии с рис 3.
Сварку корневого слоя шва производят по технологии, рекомендованной для сварки неповоротных стыков в нитку, но применяют электроды только с основным типом покрытия.
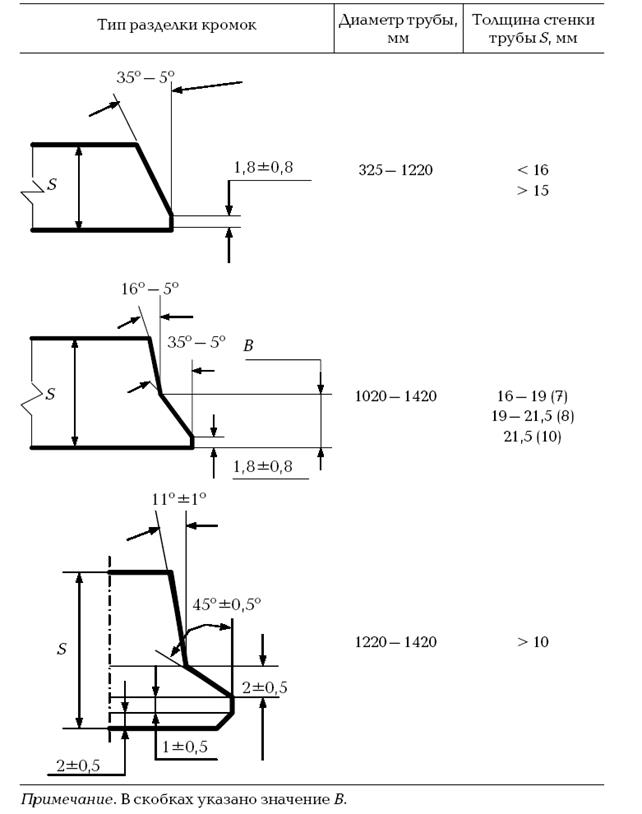
СЛАЙД 21 Рис 3. Типы разделки кромки труб для односторонней автоматической сварки под флюсом.
СЛАЙД 22 Число слоев автоматической сварки определяется толщиной стенки трубы и должно соответствовать данным, приведенным табл. 4.
Готовый шов должен иметь усиление высотой 1– 3 мм.
Для обеспечения гарантированного провара корня шва сварку труб диаметром 1020–1420 мм из низколегированных высокопрочных сталей производят с внутренней подваркой. При ручной подварке стык собирают с обычным зазором и подварку выполняют после завершения сварки корневого слоя шва.
СЛАЙД 23
| Таблица 4 | |||||||||
| Число слоев в зависимости от толщины стенки трубы | |||||||||
| Толщина стенки трубы, мм | До 16–16,5 | 16,6–20,5 | 20,5–24 | 24–28 | 28–32 | ||||
| Число слоев шва, не менее | |||||||||
| Таблица 5 | |||||||||
| Ширина наружного шва в зависимости от толщины стенки трубы | |||||||||
| Толщина стенки трубы, мм | Ширина сварного шва, мм, не более | Толщина стенки трубы, мм | Ширина сварного шва, мм, не более | ||||||
| Разделка кромок V-образная | Разделка кромок комбинированная (двускосая) | ||||||||
| 6–8 | 15–20,5 | ||||||||
| 8–12 | 20,5–28 | ||||||||
| 12–16 | 28–32 | ||||||||
| 16–22 | |||||||||
Автоматическую подварку выполняют по двум вариантам: после сварки корневого слоя шва или после окончания сварки всех наружных слоев шва. При токах более 600 А производительность расплавления электродной проволоки при токе прямой полярности на 30–40 % выше, чем при токе обратной полярности (рис.4).
При токах менее 600 А производительность расплавления электродной проволоки больше при сварке током обратной полярности. Уменьшение глубины проплавления при сварке на одних и тех же режимах в случае применения прямой полярности по сравнению с обратной полярностью позволяет форсировать режим сварки за счет увеличения силы сварочного тока и, следовательно, повысить производительность расплавления электродной проволоки.
Производительность процесса заполнения разделки стыка можно увеличить, одновременно повышая ток дуги и скорость сварки. Вероятность образования прожогов корневого слоя шва возрастает. Уменьшить глубину проплавления при увеличении силы тока можно за счет применения электродной проволоки повышенного диаметра, так как при этом снижается плотность тока в активном пятне дуги и тепловой поток, поступающий в изделие, рассредоточивается.
Увеличение диаметра электродной проволоки позволяет повысить токовую нагрузку, а, следовательно, максимально допустимые токи при сварке.
Увеличивая силу тока до 1100 А и применяя электродную проволоку диаметром 4 мм, во избежание опасности прожогов одновременно необходимо увеличивать скорость сварки до 90 м/ч. Применение проволоки диаметром 4 мм позволяет увеличить производительность процесса сварки стыков на 20 %. Двусторонняя автоматическая сварка под флюсом позволяет полностью исключить применение ручной сварки при изготовлении трубных секций на базе. Производительность поворотной сварки на таких базах по сравнению с базами, на которых используют ручную дуговую сварку для выполнения корневого слоя шва, увеличивается в 1,5–2 раза. Это достигается за счет уменьшения объема наплавленного металла при использовании разделки кромок с повышенным притуплением, форсирования режимов сварки и полной механизации всех технологических процессов.
СЛАЙД 24 Применение двусторонней сварки под флюсом в трубопроводном строительстве сокращает число стыков, подлежащих ремонту, в результате устранения дефектов, характерных для ручной сварки первого прохода шва: непровара, несплавления и др.
Важным преимуществом двусторонней сварки является также отсутствие предварительного подогрева стыков.
Важным условием получения качественных сварных соединений является соблюдение временного интервала между выполнением наружных слоев и подварочного слоя шва при односторонней или внутреннего слоя шва при двусторонней сварке.
Время, в течение которого стык может оставаться незаваренным изнутри трубы, не более, мин:
Подварка после сварки:
корня шва . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
всех слоев шва . . . . . . . . . . . . . . . . . . . . . . . . 90
АВТОМАТЫ И ТЕХНОЛОГИЯ СВАРКИ НЕПОВОРОТНЫХ СВАРНЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
СЛАЙД 25 Аппараты для наружной сварки (External Welder) выпускаются в трёх базовых конфигурациях: для сварки «горячего» прохода, заполняющих слоёв и облицовочного слоя.
СЛАЙД 26 Аппараты различаются по скорости сварки и форме наконечников. Аппараты перемещаются по 120 миллиметровой ленте из пружинной стали, которая фиксируется на трубе перед началом сварки стыка. Лента размещается на расстоянии 95 мм от плоскости, в которой расположен корень разделки и устанавливается точно по окружности с помощью специального шаблона, который затем удаляется.
СЛАЙД 27 Каждый сварочный аппарат имеет три части: тележку для перемещения по трубе, контрольный пульт управления и сварочную секцию. Тележка состоит из шарнирного основания, которое может быть отрегулировано под конкретный диаметр трубы, 24-вольтового мотора с редуктором и эксцентрикового зажимного механизма для установки аппарата на ленте. Помимо этого, имеются три ведомых и одно ведущее колесо с насечкой, которое прижимается к краю ленты и обеспечивает перемещение аппарата по окружности свариваемого стыка.
СЛАЙД 29 Контрольный пульт управления отвечает за электронный контроль работы сварочного аппарата. Существуют четыре легко заменяемые электронные печатные платы для контроля скорости сварки, скорости подачи проволоки, частоты колебания горелки, и задержки выключения подачи проволоки и защитного газа. Реле задержки позволяет обеспечить подачу проволоки и защитного газа в течение некоторого времени после прекращения перемещения аппарата для заварки кратера в конце сварного шва. Для каждой функции существует отдельная кнопка на панели управления.
СЛАЙД 30 Сварочная секция аппарата состоит из сварочной горелки, мотора подачи проволоки, мотора и редуктора для поперечных колебаний сварочной горелки, сопла для подачи защитного газа и катушки сварочной проволоки (диаметром 0,9 мм), массой 2,72 кг. Имеется также механизм для регулирования амплитуды колебаний. Аппараты для «горячего» прохода, как правило, не имеют механизма колебаний. В качестве защитного газа обычно используется СО2, а при сварке облицовочного шва применяется смесь 75 % Ar + 25 % CO2.
СЛАЙД 28 Рис.5. Наружный сварочный аппарат CRC-Evans (Внешний вид сбоку)
СЛАЙД  31
31
 | ||||||||||||||||
 | ||||||||||||||||
 | ||||||||||||||||
 | ||||||||||||||||
 | ||||||||||||||||
 | ||||||||||||||||
 | ||||||||||||||||
 | ||||||||||||||||
 |
СЛАЙД 32 Система автоматической сварки "СRС Еvans AW" предназначена для двусторонней сварки неповоротных стыков труб диаметром 630–1420 мм. В ней реализован процесс сварки тонкой электродной проволокой сплошного сечения в среде защитных газов.
СЛАЙД 34 Конструкция и состав оборудования обеспечивают комплексное решение автоматизации сварки неповоротных стыков линейной части магистральных нефтепроводов, основанное на следующих технологических подходах:
- повышение производительности сварки за счет уменьшения объема наплавленного металла при использовании специальной узкой разделки и сборки без зазора кромок, в сочетании с повышенным коэффициентом наплавки при сварке тонкой электродной проволокой;
СЛАЙД 35- использование быстродействующего пневматического центратора и сокращение времени сборки стыка, так как нет необходимости устанавливать зазор;
- сокращение времени сварки корня шва за счет применения многоголовочного сварочного автомата;
- обеспечение высокого темпа производства работ на трассе магистрального трубопровода за счет высокой скорости сварки и совмещения сварки корневого шва и "горячего" прохода;
- компенсация неточностей сборки, обеспечение гарантируемого качества корневого слоя и всего шва в целом за счет применения процесса двусторонней сварки.
СЛАЙД 37 В 1968 г. фирмой “CRC Evans” была впервые разработана система для автоматической сварки трубопроводов, которая имеет ряд значительных преимуществ по сравнению с ручной дуговой сваркой:
- высокий коэффициент наплавки;
- снижение объема наплавляемого металла;
- качественные и стабильные показатели по механическим свойствам и неразрушающему контролю;
- уменьшение зависимости качества сварки от ошибок оператора;
СЛАЙД 38 - снижение физической нагрузки на сварщика (оператора);
- возможность быстрого обучения операторов;
- снижение объемов используемого оборудования и рабочей силы для сварки труб большого диаметра с большой толщиной стенки.
СЛАЙД 39 В настоящее время разработаны три типа наружных сварочных автоматов: П200, П600 и М300.
Сварочные автоматы П200, П600 предназначены для сварки по специальной разделке кромки труб, в общем потоке сварочных работ.
Автомат М300 является универсальным. Он применяется для сварки всех слоёв шва независимо от вида разделки кромок и может использоваться отдельно, вне комплекта оборудования фирмы “CRC Evans”.
СЛАЙД 44 Система автоматической сварки “CRC Evans” является специально разработанной системой для двусторонней сварки неповоротных стыков труб при сооружении линейной части магистральных трубопроводов в среде защитного газа проволокой малого диаметра.
Сварку производят в режиме короткого замыкания. Другими признаками системы являются отсутствие зазора при сборке стыка и сварка корня шва с внутренней стороны трубы.
СЛАЙД 45 Совокупность этих факторов повышает скорость и качество сварки следующим образом:
- отсутствие зазора при сварке уменьшает количество необходимого металла шва, сокращает время на сборку стыка и практически исключает прожог при сварке;
- сварка корня изнутри существенно уменьшает влияние неточностей при сборке стыка и, как следствие, предотвращает внутренний подрез. Это также позволяет выполнять сварку "горячего" прохода практически одновременно со сваркой корня, что увеличивает скорость сварки и обеспечивает формирование прочного соединения при удалении внутреннего центратора.
СЛАЙД 46 Важным фактором, определяющим стабильное качество стыков, выполняемых с использованием автоматической сварки, является качество подготовки кромок труб. В системе автоматической сварки “CRC Evans” это достигается путём механической переточки кромок труб под узкую разделку с помощью установок для обработки кромок. Специальная разделка (рис.3) позволяет повысить качество сварки и повторяемость результатов, увеличить производительность и уменьшить объём наплавляемого металла (соответственно время горения дуги и расход сварочного материалов).
СЛАЙД 47 Сварка корня шва осуществляется по одной из рекомендованных компанией “CRC Evans”технологий:
- изнутри, с помощью внутренней сварочной станции (IWM – Internal Welding Machine);
- снаружи, с применением внутреннего центратора со встроенным медным подкладным кольцом;
- снаружи, с использованием стандартного внутреннего центратора с разработанной компанией “Lincoln Electric” технологии STT.
СЛАЙД 48 Наружные сварочные аппараты используют в парах. Каждый аппарат осуществляет сварку половины сварочного шва от позиции 1200 до 600, один в направлении по часовой стрелке (CW), другой против часовой стрелки (CCW). Аппараты для "горячего" прохода перемещаются обычно со скоростью 1,0 – 1,27 м/мин и начинают сварку до окончания сварки корня шва. CW-аппарат начинает сварку в позиции 1200 после того, как был сварен достаточный участок корня шва для предотвращения перекрытия. CCW-аппарат заканчивает сварку "горячего" прохода, также начиная свое движение от позиции 1200.
СЛАЙД 49 Аппараты для сварки заполняющих слоев стартуют одновременно; однако они не начинают сварку с одной позиции. Обычно для первого заполняющего слоя CCW-аппарат выполняет сварку от позиции 1200 до позиции 600. Одновременно CW-аппарат начинает сварку в позиции 300 и выполняет сварку до позиции 600.
После этого оператор возвращает его обратно в позицию 1200 и завершает сварку в позиции 300. Стартовые позиции меняются поочередно для каждого слоя с целью предотвращения перекрытия стартовых и конечных точек в вертикальном положении.
СЛАЙД 50 На трубе с толщиной стенки более 8 мм один заполняющий шов необходим обычно для каждых 3,2 мм стенки. Скорость сварки заполняющих слоев колеблется, как правило, в пределах 330–380 мм/мин при скорости подачи проволоки 11–17 м/мин.
Дата добавления: 2016-05-11; просмотров: 3800;