Соединения деталей машин.
Все соединения делятся на две группы:
· неразъёмные – соединения, которые невозможно разобрать без разрушения или повреждения деталей (заклёпочные, сварочные, клеевые);
· разъёмные – соединения, которые можно разобрать и собрать без разрушения и повреждения деталей (резьбовые, шпоночные и др.).
Неразъёмные соединения.
Сварные соединения – соединения, образованные под действием сил молекулярного сцепления, возникающих в результате сильного местного нагрева до расплавления деталей в зоне их соединения или нагрева деталей до пластического состояния с применением механического усилия. Наиболее распространена электрическая сварка. Электросварка делится на два вида: дуговую и контактную.
Виды сварных соединений.
В зависимости от взаимного расположения свариваемых элементов различают следующие виды сварных соединений:
ü стыковые;
ü нахлёсточные;
ü тавровые;
ü угловые.
Прочность сварных соединений зависит от следующих факторов:
1. качество основного материала;
2. характер действующих нагрузок;
3. технологические дефекты сварки;
4. деформации, вызываемые сваркой и др.
Поэтому допускаемое напряжение при расчёте сварных соединений принимают пониженным в долях от допускаемых напряжений для основного металла.
Клеевые соединения – соединения, осуществляемые за счёт сил сцепления в процессе затвердевания жидкого клея. Прочность клеевых соединений зависит от материала и конструкции склеиваемых деталей, качество подготовки поверхностей к склеиванию, выбору марки клея и технологии склеивания.
| Достоинства («+») | Недостатки («-») |
| 1) Возможность соединения деталей из разнородных материалов, в том числе и деталей, не поддающихся сварке; 2) Герметичность; 3) Высокая коррозионная стойкость; 4) Хорошее сопротивление усталости. | 5) Сравнительно низкая прочность; 6) Низкая теплостойкость (до 250˚C); 7) Снижение прочности некоторых клеевых соединений с течением времени. |
Соединения с натягом – это соединения относят к неразъёмным, хотя они занимают промежуточное положение между разъёмными и неразъёмными соединениями. Эти соединения можно разбирать без разрушения деталей, однако повторная сборка не обеспечивает той же надёжности, что первичная. Наибольшее распространение получили цилиндрические соединения. По способу сборки цилиндрические соединения с натягом разделяют на:
a. Соединения, собираемые запрессовкой;
b. Соединения, собираемые с предварительным нагревом охватывающей детали или с охлаждением охватываемой детали.
Запрессовка – наиболее простой и распространённый способ сборки, однако при запрессовке происходит смятие и частичное срезание шероховатостей посадочных поверхностей, что снижает прочность (запрессовку деталей производят на гидравлических, винтовых и рычажных прессов со скоростью меньшей или равной 5 мм в секунду). Прочность соединения деталей нагревом или охлаждением в полтора раза выше, чем у запрессованных.
| Достоинства («+») | Недостатки («-») |
| 8) Простота и технологичность, что обеспечивает низкую стоимость соединения и возможность его применения в массовом производстве; 9) Хорошее центрирование деталей и распределение нагрузки по всей посадочной поверхности, что позволяет использовать эти соединения для скрепления деталей современных высокоскоростных машин; 10) Передача больших знакопеременных нагрузок, в том числе вибрационных и ударных. | 11) Сложность сборки и особенно разборки (требуется применение специальных печей и мощных прессов); 12) Рассеивание нагрузочной способности соединения, связанное с колебаниями действительных посадочных размеров, пределов допусков; 13) Повышенная точность изготовления деталей соединения. |
Разъёмные соединения.
Резьбовые соединения – это самый распространённый вид разъёмных соединений. Они осуществляются с помощью крепёжных резьбовых деталей (болтов, винтов, шпилек, гаек и т. п.), основным элементом которых является резьба. Резьба получается прорезанием на поверхности стержня канавок при движении плоской фигуры – профиля резьбы (треугольника, трапеции и др.) по винтовой линии. Винтовую линию резьбы образует гипотенуза огибаемого вокруг прямого кругового цилиндра прямоугольного треугольника, один катет которого равен  , второй
, второй  . Выступы, полученные на стержне между канавками, называют витками резьбы. Под витком резьбы принято понимать ту часть её выступа, которая охватывает резьбовую деталь в пределах до
. Выступы, полученные на стержне между канавками, называют витками резьбы. Под витком резьбы принято понимать ту часть её выступа, которая охватывает резьбовую деталь в пределах до  .
.
Классификация резьб.
По форме поверхности, на которой образована резьба, различают цилиндрические и конические резьбы (наружные и внутренние). Наибольшее распространение имеют цилиндрические. Конические резьбы применяются реже, например, для плотных соединений труб, пробок, вентилей и баллонов для газа (там, где требуется обеспечить герметичность).
По форме профиля резьбы разделяют на треугольные, трапецеидальные, упорные, прямоугольные и круглые.
По направлению винтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия поднимается вверх слева направо, у левой – в противоположном направлении. При вращении винта с правой резьбой по часовой стрелке он будет ввинчиваться в неподвижную гайку, а при этом же направлении вращения винта с левой резьбой он будет вывинчиваться. В основном применяют правые резьбы.
По числу заходов резьбы делят на однозаходные, многозаходные – это двухзаходные, трёхзаходные и т. д. Если торец заготовки детали разделить на две или три равные части и из этих точек одновременно перемещать по параллельным винтовым линиям профили резьбы, то получим двух- или трёхзаходную резьбу. Число заходов больше трёх применяется редко.
По назначению различают крепёжные резьбы (наружные и внутренние), применяемые в резьбовых соединениях, крепежно-уплотняющие резьбы, применяемые в соединениях, требующих герметизации (соединения труб), и резьбы для передачи движения (ходовые) – это, как правило, многозаходные трапецеидальные, применяемые в винтовых механизмах. Подавляющее большинство крепёжных резьб – цилиндрические, правые, однозаходные, с треугольным профилем.
Основные параметры резьбы (рисунок 1).
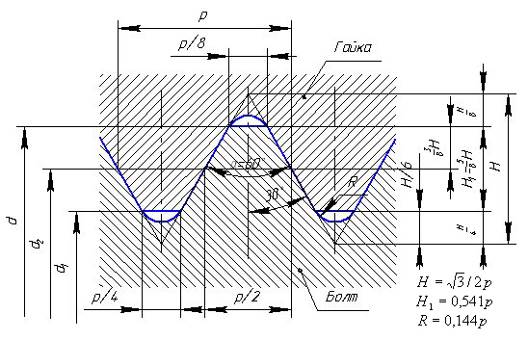
Рисунок 1. Основные параметры резьбы.
d – наружный диаметр резьбы, который принимается за номинальный диаметр резьбы и используется при её обозначении;
d1 – внутренний диаметр резьбы;
d2 – средний диаметр резьбы (диаметр воображаемого цилиндра, на поверхности которого ширина витка равна ширине впадины);
H1 – рабочая высота профиля, по которой соприкасаются витки финта и гайки;
H – высота исходного треугольника резьбы;
p – шаг резьбы (расстояние между одноимёнными сторонами двух соседних витков, измеренное в осевом направлении);
α – угол профиля резьбы;
ph – ход резьбы – это расстояние между одноимёнными сторонами одного и того же витка, измеренное в осевом направлении. Ход резьбы равен относительному осевому перемещению винта или гайки за один оборот. В однозаходной резьбе ph=p, в двухзаходной – ph=2p, в трёхзаходной – ph=3p;
ψ – угол подъёма резьбы.
Дата добавления: 2016-04-11; просмотров: 1789;