Измерительный комплекс МЦС с ЧПУ для управления точностью обработки в ГПС
При изготовлении корпусных деталей в гибких автоматизированных производствах для управления точностью обработки необходимо каждый станок оснащать разветвленным измерительным комплексом. Этот комплекс в своем составе должен иметь (рис. 14.4):
- трехкоординатную телеметрическую головку, хранящуюся в инструментальном магазине станка. Головка должна автоматически устанавливаться в шпиндель станка и через каналы связи давать в систему управления сигналы о своем положении в шпинделе станка и о положении технологических баз детали на станке (СКПУ). По результатам ²обработки² сигналов, поступающих от головки, система управления должна выработать управляющее воздействие на коррекцию управляющей программы движения рабочих органов станка;
- трехкоординатную кабельную головку, установленную на столе станка. Посредствам данной головки автоматизируется процесс размерной настройки каждого инструмента, хранимого в магазине станка, и автоматически настраивается положение исходной точки начала отсчета программных перемещений рабочих органов (СНИ);
- трехкоординатный блок коррекции приводов (БКП) станка, который электронным способом (с помощью ЭВМ) компенсирует систематические и случайные погрешности станка (СКПС);
- систему датчиков, позволяющих регистрировать фактические параметры процесса обработки и управлять точностью и производительностью на базе системы адаптивного управления (САУ);
Оснащение станка таким измерительным комплексом позволяет:
- автоматизировать процесс размерной настройки технологической системы каждого отдельного станка;
- исключить необходимость ручной корректировки оператором процесса достижения требуемой точности изготовления детали, то есть иными словами автоматизировать этот процесс;
- снизить капитальные затраты, связанные с изготовлением вспомогательного инструмента, технологической и контрольно-измерительной оснастки.
Сказанное в полной мере можно отнести к МЦС для обработки тел вращения с той лишь разницей, что телеметрическая и кабельная головка, а также блок коррекций должны быть двухкоординатными. Однако выпускаемые в последнее время токарные МЦС позволяют выполнять и фрезерные работы. Для этих станков перечисленные устройства должны быть трехкоординатными.
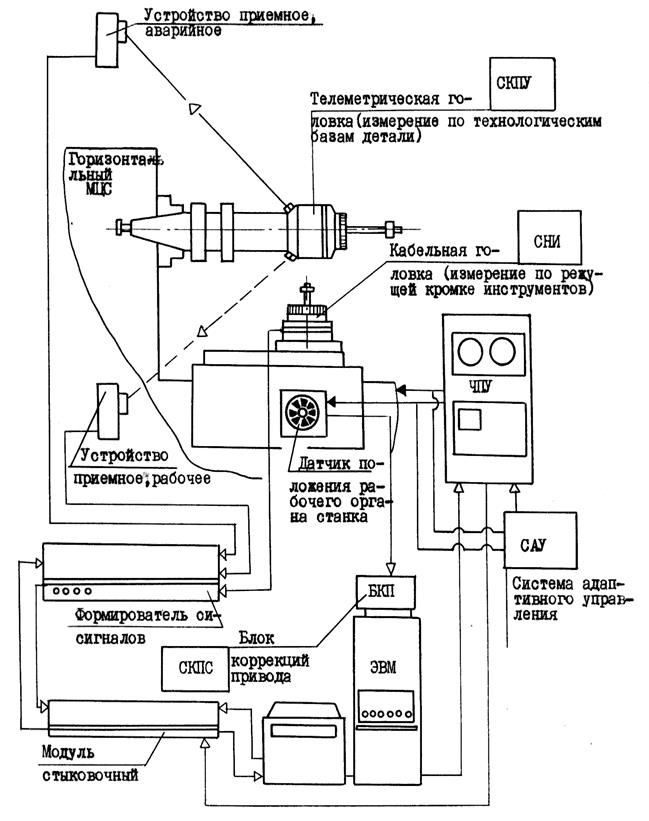 Рис. 14.4. Измерительный комплекс МЦС с ЧПУ для
управления процессом достижения точности обработки.
Рис. 14.4. Измерительный комплекс МЦС с ЧПУ для
управления процессом достижения точности обработки.
|
Дата добавления: 2016-03-20; просмотров: 1333;