Управление процессом достижения точности диаметральных размеров на МЦС с ЧПУ
Ранее указывалось, что взаимозаменяемый расточной инструмент (резцовые блоки, расточные оправки и борштанги обычной конструкции) в условиях автоматической работы в условиях ГПС не обеспечивает требуемую точность диаметральных размеров.
С целью повышения точности растачивания необходимо иметь возможность осуществления автоматической настройки расточного инструмента в радиальном направлении после его установки в шпиндель станка. Для этого необходимо выполнение следующих условий:
1. Нужно располагать специальной расточной оправкой, конструкция которой позволяла бы осуществлять автоматическую регулировку вылета резца в радиальном направлении по команде системы управления.
2. После установки расточной оправки в шпиндель станка необходимо иметь возможность определять фактический вылет резца относительно оси вращения шпинделя Rф.
3. Измеренное значение Rф необходимо сравнивать с заданным настроечным вылетом резца Rн и определять величину необходимой коррекции вылета резца  R = Rф - Rн.
R = Rф - Rн.
4. Вылет резца нужно корректировать на полученную величину R.
Процесс образования требуемого диаметрального размера в автоматическом режиме можно представить следующей схемой (рис. 13.1). Настройка вылета резца осуществляется при помощи системы автоматической настройки (САН). В состав САН входят специальная расточная оправка 4, радиальное положение резца 1 в которой может регулироваться с помощью клинового механизма 2, приводимого от двигателя 5, управляемого блоком временного срабатывания (БВС) 3. Контроль вылета щупа в оправке осуществляется с помощью датчиков Д1 и Д2, установленных на столе станка. Расстояние между датчиками А2 должно быть известно и строго зафиксировано.
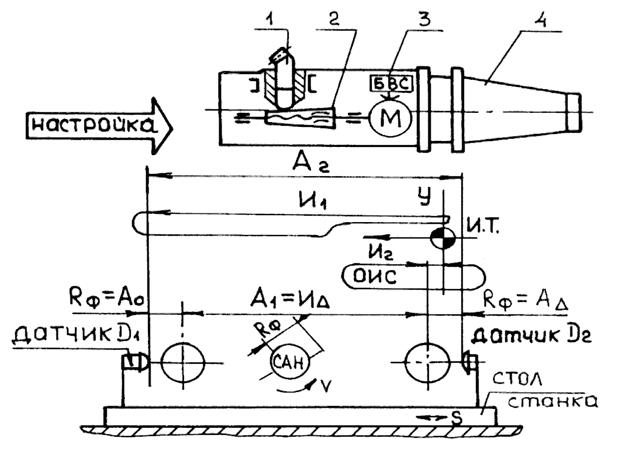 Рис. 13.1. Автоматическая размерная настройка расточного инструмента.
Рис. 13.1. Автоматическая размерная настройка расточного инструмента.
|
После установки расточной оправки в шпиндель приводы станка подводят рабочий стол в измерительную позицию. При движении из исходной точки (ИТ) и касании резцом оправки попеременно датчиков Д1 и Д2 с помощью отсчетно-измерительной системы (ОИС) определяется расстояние А1. Как замыкающее звено размерной цепи «И», оно равно:
А1 = И = И1 - И2 + И3 + И4.
Тогда:
`  А1 =` И =` И1 +` И2 +` И3 +` И4,
А1 =` И =` И1 +` И2 +` И3 +` И4,
где: А1, И - размер, связывающий оси оправки при касании ее датчиков Д1 и Д2;
А1, И - погрешность размера, связывающего оси оправки при касании ее датчиков Д1 и Д2;
И1, И2 - размеры, определяющие положение оси оправки относительно ИТ при касании ее щупа датчиков Д1 (размер И1) и Д2 (размер И2); эти размеры фиксируются ОИС;
И1 = И2 - погрешности определения размеров И1 и И2 ОИС;
они равны погрешности позиционирования шпинделя по координате Х;
И3 = И4 - погрешность измерения датчиков Д1 и Д2.
После установления размера А1 определяется фактический вылет резца относительно оси оправки:
 ;
;
А = 0,5( А2 + А1),
где: А2 - погрешность установки датчиков на фиксированное расстояние А2.
Учитывая вероятностный характер взаимодействия составляющих погрешностей, входящих в АD, можно записать:
 .
.
После определения Rф, как указывалось ранее, производится поднастройка расточной оправки на величину R = Rф - Rн. При поднастройке будет допущена определенная погрешность пн, обусловленная неточностью работы механизмов и электроаппаратуры, заложенных в конструкцию расточной оправки.
Таким образом, радиальная суммарная погрешность настройки расточной оправки с помощью САН будет равна:
на радиус R = А + пн;
на диаметр D = 2· R = 2·( А + пн).
Окончательно имеем:
 .
.
Произведем количественную оценку достижимой точности автоматической диаметральной настройки вылета расточного резца с помощью САН (табл. 13.1).
Таблица 13.1.
Количественная оценка достижимой точности
автоматической диаметральной настройки с помощью САН.
| № п/п | Погреш-ность | Количественная оценка |
| ПН
| Принимаем ПН = 0.002 мм (по данным ЭНИМС)
| |
| Д
| Принимаем: И1 = И2 = 0.012 мм;
И3 = И4 = 0.005 мм; А2 = 0.005 мм;


|
Полученный результат свидетельствует о том, что применение САН в условиях ГПС позволяет значительно увеличить точность обработки отверстий по сравнению со взаимозаменяемым расточным инструментом.
Таким образом, использование САН в совокупности со специальными расточными оправками, допускающими тонкую регулировку вылета резца, позволяет производить в автоматическом режиме на МЦС обработку отверстий корпусных деталей, допуск которых задан по 7-8 квалитетам точности (для отверстий Æ30...100мм ТН7 = 0,021...0,035мм; ТН8 = 0,033...0,054мм).
Дата добавления: 2016-03-20; просмотров: 1094;