Погрешность позиционирования. Управление погрешностями станка с ЧПУ
Погрешность позиционирования не следует отождествлять с разрешающей способностью системы ЧПУ станка. Последняя определяет то минимальное расстояние (  l), которое может быть задано и соответственно отработано рабочими органами станка. Погрешность позиционирования
l), которое может быть задано и соответственно отработано рабочими органами станка. Погрешность позиционирования  поз характеризует практически достигаемую точность выхода рабочего органа в заданную управляющей программой точку позиционирования. Как правило, погрешность позиционирования поз в несколько раз (2-4) превышает разрешающую способность станка l.
поз характеризует практически достигаемую точность выхода рабочего органа в заданную управляющей программой точку позиционирования. Как правило, погрешность позиционирования поз в несколько раз (2-4) превышает разрешающую способность станка l.
Прежде всего выделим место указанной погрешности в общей структуре основных погрешностей станка с ЧПУ (рис. 11.1).
Из схемы следует, что общая погрешность позиционирования станка с ЧПУ включает в себя следующие составляющие погрешности:
1. Систематические погрешности позиционирования, обусловленные неточностью изготовления ходовых винтов, приводящих в движение рабочие органы станка, и погрешностями датчиков позиционирования, осуществляющих задание положения и контроль перемещения рабочих органов.

| Тепловые деформации | ||||||
| Динамические деформации, вибрации | ||||||

| Статическая деформация под изменяющейся нагрузкой | ||||||

| |||||||
| Позиционный разброс | ||||||
 
| Погрешность датчика позициони- рования | Погреш- ности позициони- рования | |||||
| Систематическая погрешность позициони- рования- | ||||||
|
| |||||||
| Геометрические неточности | |||||||
| Статические деформации под постоянной нагрузкой |
Рис.11.1. Структура погрешностей станка с ЧПУ
2. Случайную погрешность в виде позиционного разброса, обусловленную неодинаковым позиционированием рабочего органа при его нескольких повторяющихся выходах в одну и ту же заданную программой координату.
В целом погрешность позиционирования представляет собой суммарную накопленную погрешность приводов станка.
Наличие погрешности позиционирования приводит к тому, что при нескольких последовательно осуществляемых в одном и том же координатном направлении (например положительном) позиционированиях рабочего органа в произвольной точке А он может занять любое положение в пределах 6S (рис. 11.2).
Средняя погрешность позиционирования определяется как среднее арифметическое погрешностей Xi по n позиционированиям:
 .
.
Разброс погрешности (рассеивание) определяется среднеквадратичным отклонением:
 .
.
Если рабочий орган будет приближаться (двигаться) к точке позиционирования с другой стороны (в отрицательном направлении - «  »), то соответствующая этому направлению движения кривая распределения погрешности позиционирования будет смещена относительно первой кривой, как показано на рис. 11.3.
»), то соответствующая этому направлению движения кривая распределения погрешности позиционирования будет смещена относительно первой кривой, как показано на рис. 11.3.
Величина смещения кривых распределения характеризуется так называемым реверсивным валом:
 .
.
Систематическая погрешность позиционирования при движении в противоположных направлениях равна:
 .
.
 
|

Рис. 11.2. Точность позиционирования при движении рабочего органа
в одном направлении.



Рис. 11.3. Точность позиционирования при движении рабочего органа в противоположных направлениях.
|





Погрешность  по каждому координатному направлению не остается постоянной в пределах всей длины перемещения рабочих органов. Ее изменение представлено на рисунке 11.4. На графиках (рис. 11.4) : величина Ро определяет минимальную систематическую погрешность позиционирования; Р - максимальную погрешность позиционирования; величина Рsj = 6Sj - позиционный разброс.
по каждому координатному направлению не остается постоянной в пределах всей длины перемещения рабочих органов. Ее изменение представлено на рисунке 11.4. На графиках (рис. 11.4) : величина Ро определяет минимальную систематическую погрешность позиционирования; Р - максимальную погрешность позиционирования; величина Рsj = 6Sj - позиционный разброс.
Приведенные выше параметры наиболее объективно характеризуют точность позиционирования по каждой из осей координат станка с ЧПУ.
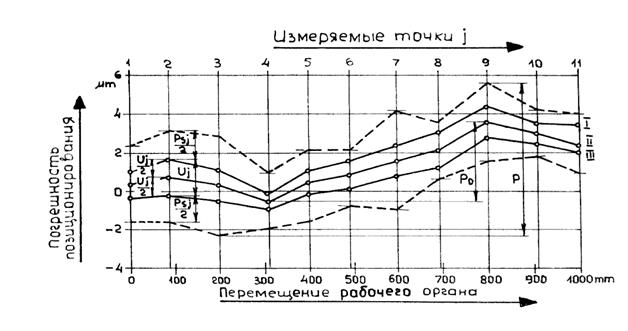 Рис. 11.4. Графическое представление погрешности позиционирования
в зависимости от длины перемещения рабочего органа.
Рис. 11.4. Графическое представление погрешности позиционирования
в зависимости от длины перемещения рабочего органа.
|
Естественно, что эти параметры могут быть установлены для каждого изготов ленного станка путем проведения его испытаний и аттестации.
Точность позиционирования, а следовательно и точность обработки, может быть повышена за счет компенсации систематических погрешностей позиционирования Ро путем введения соответствующей коррекции в размер статической настройки по специально заложенным с системы ЧПУ алгоритмам, отражающим закономерность изменения Ро по каждой управляемой координате в зависимости от длины перемещения. Аналогично можно компенсировать погрешности датчика позиционирования и другие систематические погрешности станка с ЧПУ. Можно принять меры и к компенсации средних погрешностей позиционирования  и , когда рабочий орган движется в каком-то одном (положительном
и , когда рабочий орган движется в каком-то одном (положительном  или отрицательном ) направлении. Компенсировать же позиционный разброс Рsj не представляется возможным.
или отрицательном ) направлении. Компенсировать же позиционный разброс Рsj не представляется возможным.
Таким образом, точность обработки на станке с ЧПУ нового поколения может быть повышена за счет управления его систематическими и случайными погрешностями. Назовем ее системой компенсации погрешностей станка (СКПС). Применение СКПС обеспечивает увеличение точности позиционирования в 2 раза. В общем случае СКПС представляет собой набор соответствующих алгоритмов (их число примерно равно числу компенсируемых погрешностей), жестко заложенных в память устройства ЧПУ и воздействующих на специально предусмотренный в конструкции станка блок коррекции привода (БКП). СКПС вносит коррекцию в движение рабочих органов станка в зависимости от координат расположения их в рабочей зоне, нагрузки, температуры, вибрации и т.д.
3. Пути управления точностью обработки на МЦС с ЧПУ
Анализ полученной структуры формирования размерных связей на МЦС с ЧПУ позволяет сделать вывод, что основными причинами низкой точности обработки на МЦС с ЧПУ являются:
1. Накопление погрешностей, обусловленное многозвенными размерными связями, образующимися как в процессе установки заготовки на станок, так и в процессе размерной настройки станка и инструмента.
2. Погрешности станка.
3. Колебание размера динамической настройки.
Повышение точности обработки может быть достигнуто двумя путями:
Первый путь - уменьшение величины всех составляющих погрешностей. Этот путь предполагает изготовление и эксплуатацию более точных приспособлений, спутников, зажимных приспособлений (адаптеров), прецизионных приборов для настройки инструмента и другой контрольной оснастки. Очевидно, что это вызовет повышение себестоимости обработки и не приведет к резкому сокращению погрешностей, так как все основные этапы формирования размерных связей сохраняются и процесс накопления погрешностей продолжаеь действовать.
Второй путь является наиболее перспективным. Для его реализации на МЦС с ЧПУ необходимо создавать четырех-контурную систему автоматического управления точности обработки:
1-й контур - система настройки инструмента (СНИ), реализующая управление размером статической настройки (АС).
2-й контур - система компенсации погрешностей установки (СКПУ), реализующая управление размером установки (АУ).
3-й контур - система адаптивного управления (САУ), реализующая управление размером динамической настройки упругими перемещениями технологической системы (АД).
4-й контур - система компенсации погрешностей станка (СКПС).
Лекция 12.
План:
1. Управление размером статической настройки на вертикальном
МЦС с ЧПУ.
2. Управление размером установки на вертикальном МЦС с ЧПУ.
3. Количественная оценка возможной точности обработки линейных
размеров на вертикальном МЦС с ЧПУ, оснащенном СНИ и СКПУ.
Дата добавления: 2016-03-20; просмотров: 3904;