Управление размером установки на вертикальном МЦС с ЧПУ
Сущность решения задачи управления размером установки Ау(z) состоит в следующем.
Станок оснащается измерительной телеметрической головкой или щуповой головкой, которая представляет собой прецизионный датчик касания. Головка хранится в инструментальном магазине, может быть автоматически установлена в шпиндель и подключена к отчетно-измерительной системе станка. При этом станок переводится в режим измерения. Кроме этого на столе станка устанавливается габарит (своеобразный эталон), с помощью которого можно тарировать положение измерительной головки после установки ее в шпиндель станка.
После установки спутника с заготовкой в позиционное приспособление, приводы станка выводят стол в измерительную позицию по координатам Х и Y. С помощью измерительной головки (рис. 12.3) определяются два размера: Щ3 (тарировка головки) и Щ1 (положение технологической базы заготовки). Рабочая поверхность установочного габарита (эталона) выставлена относительно базовой поверхности позиционного приспособления на строго фиксированный размер Щ4. Звенья Щ2 и Щ5 характеризуют точность измерения размеров телеметрической щуповой головкой.
Алгебраическая сумма составляющих звеньев размерной цепи «Щ» определяет фактический размер установки Ау(z)факт.
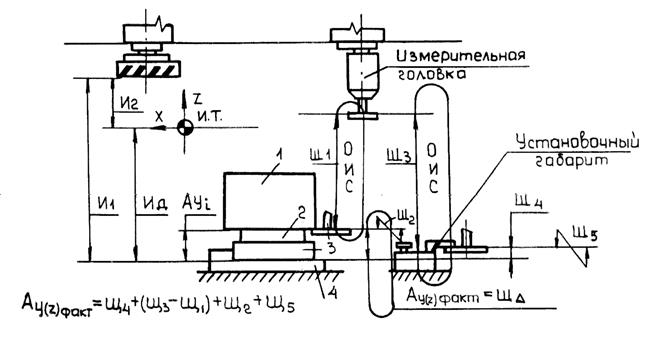 Рис. 12.3. Определение фактического размера установки Ау(z)факт
с помощью измерительной головки:
(1 - заготовка; 2 - адаптер; 3 - спутник; 4 - позиционное приспособление).
Рис. 12.3. Определение фактического размера установки Ау(z)факт
с помощью измерительной головки:
(1 - заготовка; 2 - адаптер; 3 - спутник; 4 - позиционное приспособление).
|
Ау(z)факт = Щ  = Щ4 + Щ3 - Щ1 - Щ2 - Щ5.
= Щ4 + Щ3 - Щ1 - Щ2 - Щ5.
В свою очередь погрешность размера установки:
 , (2)
, (2)
где:  Щ1, Щ3 - погрешность позиционирования рабочего органа станка по координате Z ( Щ1 = Щ3 = Н2);
Щ1, Щ3 - погрешность позиционирования рабочего органа станка по координате Z ( Щ1 = Щ3 = Н2);
Щ2, Щ5 - погрешность измерения, допускаемая измерительной головкой;
Щ4 - погрешность выставки рабочей поверхности габарита относительно базовой поверхности позиционного приспособления.
Полученное значение размера установки АУ(z)факт в системе управления размерной настройки сравнивается с заданным на этапе разработки управляющей программы. В результате сравнения определяется величина необходимой поправки (коррекции). Существуют принципиально два возможных варианта реализации коррекции.
Первый вариант - отработать коррекцию в контуре размера установки детали АУ(z). Для этого необходимо иметь точный механизм малых перемещений закрепленного спутника с заготовкой относительно позиционного приспособления. Решить эту задачу сложно, как в конструктивном, так и в метрологическом плане.
Второй вариант - отработать коррекцию в контуре размера статической настройки инструмента АC(z), то есть за счет смещения исходной точки.
Очевидно, что второй вариант внесения поправки является более перспективным, поскольку его проще реализовать. Кроме того такой вариант введения коррекции размера установки надежнее.
Дата добавления: 2016-03-20; просмотров: 847;