Шероховатость поверхности
Требования к шероховатости поверхности устанавливаются путем указания параметра шероховатости (одного или нескольких). При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу обработки поверхности.
Параметры шероховатости (в мкм):
Ra – среднее арифметическое отклонение профиля;
Rz – высота неровностей профиля по десяти точкам;
Рmax – наибольшая высота профиля;
Sm – средний шаг неровностей;
S – средний шаг местных выступов профиля;
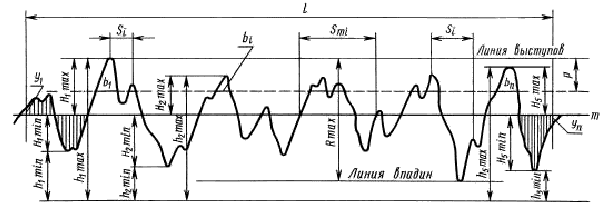
tp – относительная опорная длина профиля, где р – значения уровня сечения профиля.
Параметр Ra является предпочтительным. Предпочтительные значения Ra: 100; 50; 25; 12,5; 6,3; 3,2; 1,6; и т. д до 0,012 мкм.
Предпочтительные значения Rz: 400; 200; 100; 50 и т.д. до 0,025 мкм.
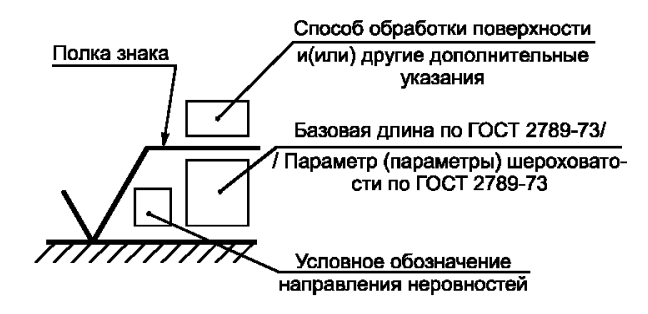
Структура обозначения шероховатости поверхности приведена на рис. . При применении знака без указания параметра и способа обработки его изображают без полки.
Рис. Структура обозначения шероховатости
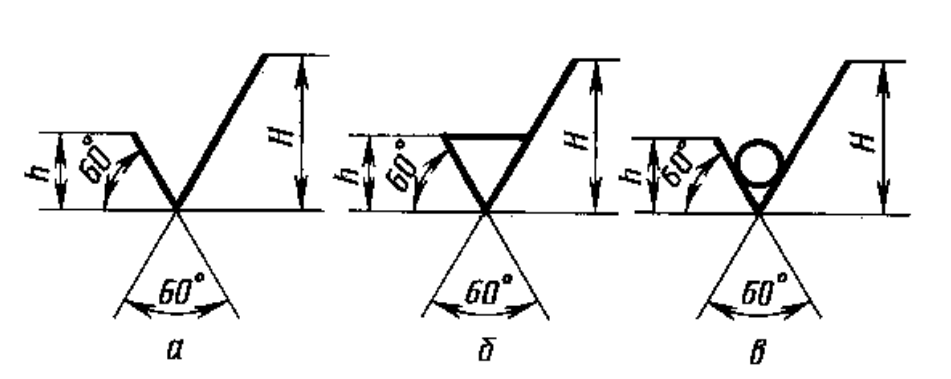
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак по рис. а.
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак по рис. б.
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак по рис. в с указанием значения параметра шероховатости.
Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком по рис. в без указания параметра шероховатости.

Значение параметра шероховатости указывают в обозначении шероховатости после соответствующего символа, например:
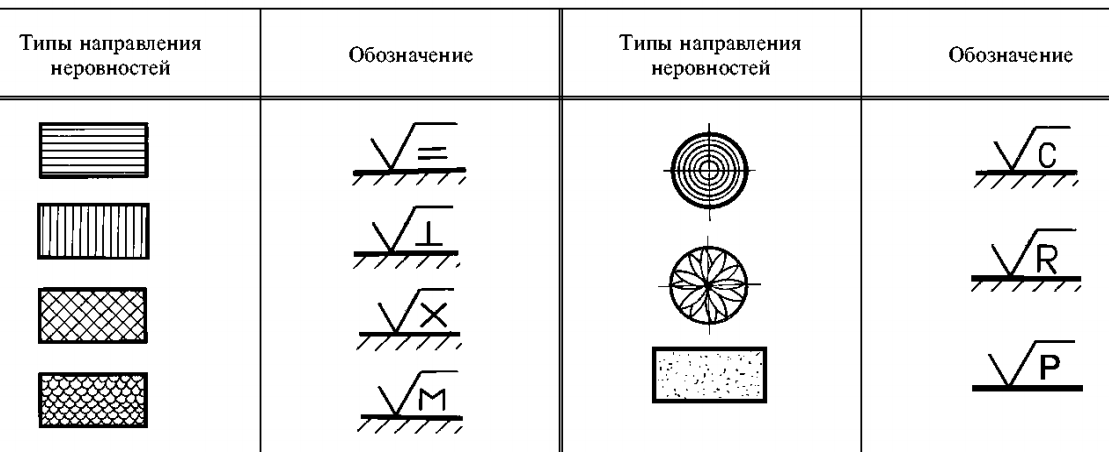
Обозначение типов неровностей показано в табл.
Таблица
Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности (рис. ).
Дата добавления: 2016-02-13; просмотров: 1084;