Обеспечение взаимозаменяемости частей конструкции
Взаимозаменяемость является одним из основополагающих принципов конструирования и обеспечивает возможность сборки изделия, полностью соответствующего предъявляемым к нему требованиям, из изготовленных независимо друг от друга деталей и узлов. Для реализации этого принципа параметры этих деталей и узлов должны быть выдержаны с необходимой точностью, указываемой на чертежах в виде допусков. В зависимости от характера узла, допуски могут относиться к геометрическим, электрическим, магнитным, оптическим и другим характеристикам. Например, для механических узлов при изготовлении достаточно соблюсти допуски на геометрические параметры деталей (размеры, форму, шероховатость поверхности, твердость материала). Для резисторов помимо размеров необходимо обеспечить допуск на величину сопротивления и т. д.
Взаимозаменяемость может быть полной и неполной. При полной взаимозаменяемости параметры изделия после сборки находятся в заданных пределах при использовании любых однотипных деталей и узлов без их дополнительной подгонки и подбора. Полная взаимозаменяемость реализована, например, в крепежных изделиях – любой экземпляр винта М5 можно вкрутить в любой экземпляр гайки М5. При изготовлении электронных узлов полная взаимозаменяемость элементов имеет место в том случае, если сборка производится без предварительного подбора элементов по параметрам и в последующем не производится регулировка узла (например, в цифровых устройствах).
Реализация полной взаимозаменяемости может оказаться экономически нецелесообразной из-за необходимости обеспечения чрезмерно жестких и технологически трудно выполнимых допусков на параметры составных частей узла. В этом случае применяют неполную взаимозаменяемость, которая может обеспечиваться групповым подбором, регулированием и пригонкой.
1. Групповой подбор (селективная сборка) применяется преимущественно при изготовлении прецизионных механических узлов (подшипников, двигателей внутреннего сгорания и т. д.) и заключается в изготовлении деталей по технологически обоснованным допускам, их последующем 100 % - ном контроле и сортировке на группы по заранее установленным градациям размеров. Например, в цилиндрическом механическом соединении с номинальным диаметром 20 мм нужно обеспечить зазор не более 0,012 мм. Точность изготовления отверстия 20+0,008 мм, вала – 20-0,008 мм, следовательно, без предварительного подбора деталей максимальный зазор составит 0,016 мм. Для получения требуемого зазора путем селективной сборки детали каждого вида делят на две группы:
- по диаметру отверстия – 20...20,004 мм и 20,004...20,008 мм;
- по диаметру вала – 19,992...19,996 мм и 19,996...20 мм.
При сборке соединения используют детали из одноименных групп, т. е. для первой группы деталей с отверстием берут валы первой группы.
Групповой подбор деталей существенно увеличивает трудоемкость сборки и применяется в случаях, когда осуществить серийное изготовление деталей с нужной точностью не удается, а возможность регулировки узла в целом исключается. При производстве электронной аппаратуры этот метод используется в виде исключения – подбор пар транзисторов с одинаковыми значениями h21Э и т. п.
2. Регулирование элемента с переменными параметрами для достижения требуемых характеристик собранного изделия используется очень широко и не сопровождается необратимым изменением регулировочного элемента. В электронных схемах регулирование осуществляется с помощью подстроечных резисторов, конденсаторов, индуктивностей. Иными словами, наличие операции регулировки собранного электронного узла является признаком неполной взаимозаменяемости элементов. В механических узлах требуемая величина зазоров или люфтов обеспечивается с помощью регулировочных винтов, деталей с эксцентриситетом, наборов прокладок переменной толщины.
3. Пригонка – достижение требуемой точности сборки за счет дополнительной обработки заранее намеченного элемента, путем удаления так называемого припуска. Изменение этого элемента в процессе пригонки необратимо. Например, в единичном производстве пригонка часто используется для обеспечения требуемого характера сопряжения механических деталей. При этом на чертеже для какой-либо детали указываются требования типа "обработать по месту", "обработать по сопрягаемой детали..." и т. д. В аналоговой электронике широко применяется подгонка сопротивления пленочных резисторов путем разрушения специальных перемычек или удаления части резистивного покрытия. Для этой цели может использоваться луч лазера или механическое воздействие.
Допуски и посадки
Взаимозаменяемость по геометрическим размерам необходима для любых технических изделий и обеспечивается соблюдением допусков, выбираемых в соответствии с единой системой допусков и посадок. Рассмотрим основные понятия, относящиеся к данному вопросу на примере деталей с гладкой поверхностью. Допуски и посадки конусных, резьбовых, шлицевых и других соединений здесь не рассматриваются.
В соединении двух деталей различают охватывающую и охватываемую поверхности. Охватывающая поверхность называется отверстием, охватываемая – валом. Эти названия применяют не только для цилиндрических, но и для плоских поверхностей.
Посадка – это характер соединения деталей, который определяется разностью между размерами отверстия и вала. Если размер отверстия больше размера вала, то разность между этими размерами называют зазором. Если до сборки деталей размер вала был больше размера отверстия, то разность этих размеров называется натягом.
Ввиду неизбежных погрешностей при изготовлении, требуемый размер детали всегда задается в виде двух предельных значений, между которыми должен находиться действительный размер, т. е. размер, полученный в результате измерения с допустимой погрешностью. Эти предельные значения называются наибольшим и наименьшим предельными размерами (ПР).
Номинальный размер – это размер, определенный из функционального назначения детали и служащий началом отсчета отклонений.
Верхнее предельное отклонение размера (ВПО) – это алгебраическая разность между наибольшим предельным и номинальным размерами, нижнее предельное отклонение (НПО) – алгебраическая разность между наименьшим предельным и номинальным размерами.
Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии.
Допуск размера – разность между наибольшим и наименьшим предельными размерами (абсолютная величина алгебраической разности между верхним и нижним предельными отклонениями).
При графическом изображении допусков и посадок предполагается, что нижние образующие соединяемых отверстия и вала совмещены (рис.). Номинальный размер изображают в виде нулевой линии, вверх от которой откладываются положительные отклонения размера, вниз – отрицательные.
| Рис. Схема допусков и посадок с зазорами: ПР – предельный размер, ВПО и НПО – верхнее и нижнее предельные отклонения размеров |
| ВПО отверстия |
| + |
| ¯ |
| Допуск отверстия |
| Нулевая линия |
| Отверстие |
| Вал |








Поле допуска – это поле, ограниченное линиями, изображающими наибольший и наименьший предельный размер (верхнее и нижнее предельные отклонения). Под полем допуска понимают также интервал значений размеров, который характеризуется величиной допуска и его положением относительно номинального размера.
В зависимости от взаимного расположения полей допусков отверстия и вала, различают три группы посадок:
- посадки с зазором – посадки с полем допуска отверстия, расположенным над полем допуска вала, в том числе скользящие посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала;
- посадки с натягом – посадки с полем допуска вала, расположенным над полем допуска отверстия;
- переходные посадки, допускающие как натяги, так и зазоры. К ним относятся посадки с перекрывающимися полями допуска отверстия и вала.
Существуют две системы задания посадок – система отверстия и система вала. Наибольшее распространение получила система отверстия, в которой разные посадки при одном и том же классе точности и одном и том же номинальном размере образуются за счет изменения предельных отклонений вала при неизменных предельных отклонениях отверстия. Во всех посадках этой системы нижнее предельное отклонение отверстия равно нулю. Графическое изображение посадок в системе отверстия показано на рис. а.
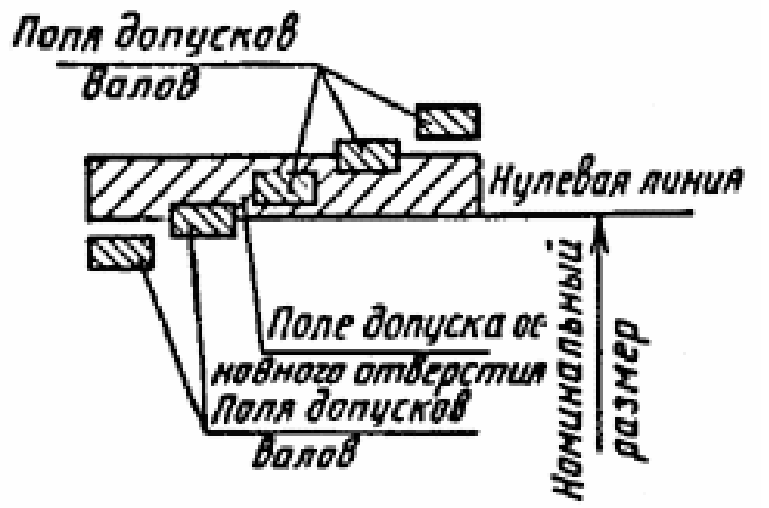
а
б
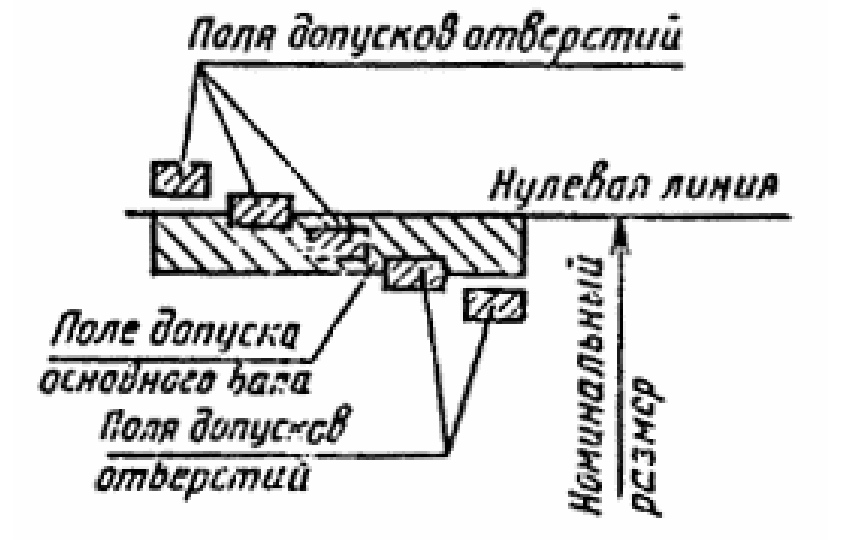
Рис. Расположение полей допусков в системе отверстия (а) и вала (б)
В системе вала разные посадки при одном и том же классе точности и одном и том же номинальном размере образуются за счет изменения предельных отклонений отверстия при неизменных предельных отклонениях вала. Во всех посадках этой системы верхнее предельное отклонение вала равно нулю (рис. б ).
| Поле допуска отверстия |
| Поле допуска вала |
| Посадки с натягом |
| Посадки с зазором |
| Переходные посадки |
| Нулевая линия |
| а б в |
Рис. Расположение полей допусков в системе отверстия:
а – посадки с зазором; б – переходные посадки; в – посадки с натягом
| Нулевая линия |
| е7 |
| е8 |
| е9 |
| Рис. Поля допусков валов однотипных посадок с зазором, относящихся к квалитетам 7 – 9 |
Предельные отклонения деталей и посадки должны выбираться в соответствии с Единой системой допусков и посадок (ЕСДП) по таблицам, приводимым в справочной литературе. В указанных таблицах значения отклонений приводятся в зависимости от номинального размера детали и класса точности ее изготовления (квалитета). Установлено двадцать квалитетов: 01, 0, 1, 2, …, 18, причем первые пять квалитетов в основном предназначены для калибров, 7 и 8 квалитеты – для точных соединений в машиностроении и приборостроении, 9 квалитет – для соединений, не требующих высокой точности, последующие квалитеты – для несопрягаемых размеров.
Поля допусков обозначаются буквой латинского алфавита и следующей за ней цифрой. Буква обозначает положение поля допуска относительно нулевой линии и качественно характеризует вид посадки (с зазором, с натягом, степень подвижности деталей и др.). Цифра обозначает номер квалитета и характеризует ширину поля допуска. Чем больше номер, тем шире поле допуска и, следовательно, ниже точность изготовления деталей (рис. ).
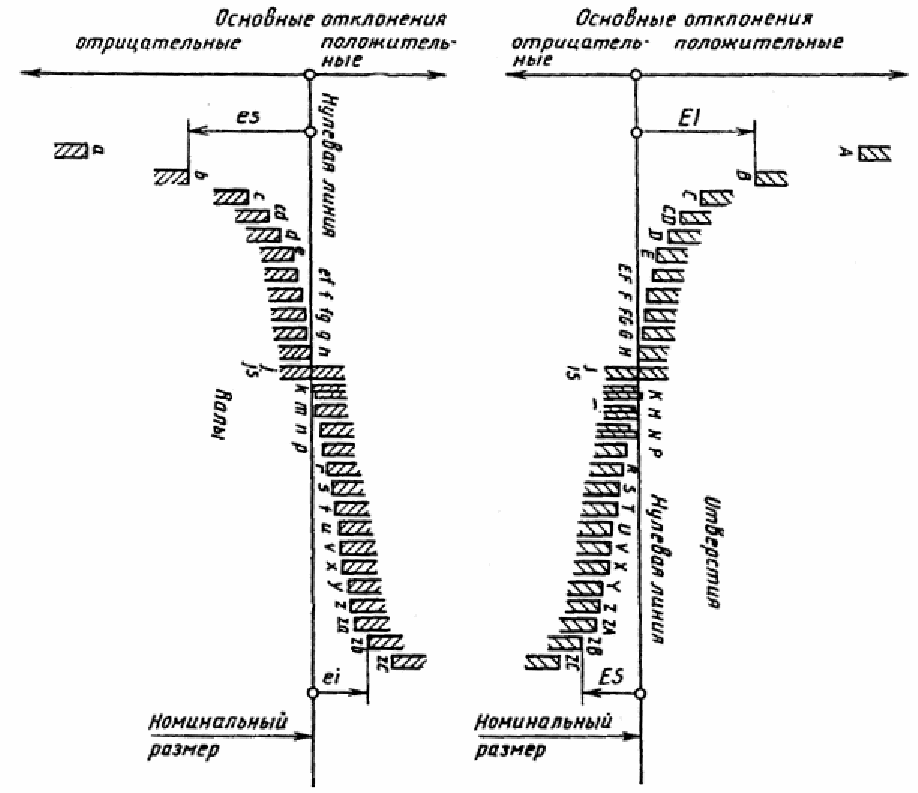
Валы Отверстия
Рис. Схема расположения и обозначения основных отклонений по ГОСТ 25346-89
В системе отверстия поля допусков отверстий обозначаются буквой Н, а поля допусков валов – строчными буквами латинского алфавита. Обозначение поля допуска ставится после обозначения номинального размера детали. Например, обозначения Æ16Н7 и Æ16е8 расшифровываются следующим образом:
Æ – знак диаметра, ставится для круглых отверстий или валов;
16 – номинальный размер, равный 16 мм;
Н – обозначение поля допуска основного отверстия;
е – обозначение поля допуска вала;
7 и 8 – номера квалитетов.
Для указанных полей допусков по справочнику могут быть найдены числовые значения предельных  отклонений размеров.
отклонений размеров.
Предельные отклонения на чертежах могут указываться тремя способами:
- условным обозначением поля допуска 16Н7, 16е8;
- числовыми значениями Æ16 +0,018, Æ16  ;
;
- комбинированным способом Æ16Н7(+0,018), 16е8( ).
Здесь предельное отклонение, равное нулю, условно не указывается. Обозначение посадки ставится на сборочном чертеже и образуется сочетанием полей допусков отверстия и вала:
 ;
;  ;.
;. 
Неточности изготовления сопрягаемых деталей приводят к тому, что зазоры и натяги в посадке одного типа получаются не одинаковыми. Предельными зазорами (натягами) считают два значения, между которыми должен находиться действительный размер зазора (натяга). Большее из этих значений называют наибольшим зазором (натягом), меньшее – наименьшим зазором (натягом).
Например, для посадки 16  наибольший зазор равен
наибольший зазор равен
0,018+0,056 = 0,074 мм;
наименьший зазор составляет
0+0,032 = 0,032 мм.
Поля допусков несопрягаемых размеров обычно выбирают по 10 – 14 квалитетам, для охватывающих поверхностей – в плюс как для отверстий, для охватываемых – в минус как для валов. Поля допусков отверстий обозначают Н, валов – h с номером квалитета, например: Н12, h12. Симметричные поля допусков отверстий и валов обозначаются соответственно JS и jS, например: JS 14, jS 14.
Поля допусков прочих размеров располагают симметрично относительно нулевой линии и обозначают  ,
,  (рис. 1.5).
(рис. 1.5).
| Несимметричное поле допуска отверстия |
| Несимметричное поле допуска вала |
| Симметричное поле допуска |
| Н |
| h |
| IT |
| Рис. 1.5. Несимметричные и симметричные поля допусков |
Многократно повторяющиеся предельные отклонения разрешается не указывать у размеров, а оговаривать записью в технических требованиях, например: “Неуказанные предельные отклонения размеров отверстий – Н14, валов – h14, прочих –  ”.
”.
Дата добавления: 2016-02-13; просмотров: 1354;