ТЕХНОЛОГИЧЕСКАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ ЗАВАРИВАНИЯ ТРЕЩИН.
1. Найти концы трещины, отступив от конца трещины 0,5 мм - накернить.
2. Обозначенные места засверлить сверлом малого диаметра 3 мм.
3. Вырубить и зачистить полностью трещину.
4. Заварить трещину, от середины к краям.
Если один конец трещины выходит на край металла, необходимо:
- сначала сделать прихватку на этом конце трещины.
- затем накернить, засверлить второй край трещины.
- сделать разделку, зачистить и заварить от середины к краям.
4.ДАТЬ ХАРАКТЕРИСТИКУ ДЕФЕКТА «ПОДРЕЗ НЕПРЕРЫВНЫЙ ПРОТЯЖЕННЫЙ, ПОДРЕЗ ПЕРЕМЕЖАЮЩИЙСЯ ЛОКАЛЬНЫЙ, УСАДОЧНАЯ КАНАВКА»,
причина их образования и метод устранения.
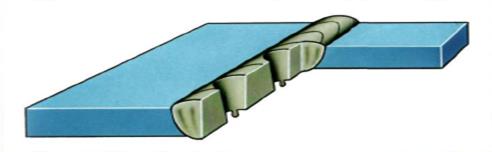
1.Подрез непрерывный протяженный- это продольное углубление (канавка) на наружной поверхности валика по линии сплавления основного металла с металлом сварного шва.
Жидкий металл сварочной ванны вытесняется в её центральную часть. Высокая скорость кристаллизации и низкая смачиваемость препятствуют растеканию металла в границах расплавления.
Причины возникновения и способы предупреждения:
- сварка при повышенном напряжении дуги;
- чрезмерная скорость сварки;
- недостаточная смачиваемость металла шва;
- улучшить смачиваемость за счёт предварительного подогрева и использовать сварочные материалы с высокой смачиваемостью;
- вести сварку короткой дугой с оптимальной скоростью;
- использовать приспособления для ориентации соединений в удобном для сварщика положении;
- выбрать правильный угол наклона электрода и следить на протяжении сварки.
2.Подрез перемежающийся локальный – это продольное углубление отдельными участками на наружной поверхности валика сварного шва.
Причины возникновения и способы предупреждения:
- плохая зачистка свариваемых кромок;
- завышенная сила тока;
- низкая квалификация сварщика;
- нестабильность параметров режима сварки;
- химическая неоднородность основного металла;
- подогревать свариваемые кромки;
- вести сварку наклонным электродом углом вперёд;
- точно ориентировать электрод по оси шва и длине дуги;
- использовать инверторный источник питания.
3.Усадочная канавка – подрез со стороны корня одностороннего сварного шва, вызванный усодкой вдоль границы сплавления.
Причины возникновения и способы предупреждения:
- нарушение геометрических размеров шва;
-неправильный выбор параметров режима сварки;
- низкая квалификация сварщика;
-выбрать правильное пространственное положение;
- использовать электроды малого (2-3 мм) диаметра;
- добиваться минимального проплавления основного металла.
Недопустим, так как уменьшает поперечное сечение в месте перехода от шва к основному металлу и является концентратором напряжения.
Метод устранения – место подреза зачищают и подваривают тонкими (ниточными) швами электродами малых диаметров.
5.ДАТЬ ХАРАКТЕРИСТИКУ ДЕФЕКТА «ПРОЖОГ, ПРЕВЫШЕНИЕ ПРОПЛАВА», причины его образования и метод устранения.
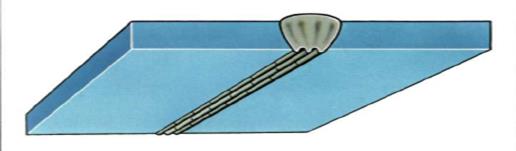
1.Прожог – вытекание металла сварочной ванны, в результате чего образуется сквозное отверстие в сварном шве.
В сварочной ванне образуется чрезмерный объём жидкого металла. Он не удерживается силами поверхностного натяжения и самопроизвольно вытекает из шва.
Причины возникновения и способы предупреждения:
- химическая неоднородность свариваемого металла;
- завышенная сила сварочного тока, при недостаточной скорости сварки;
- некачественная сборка стыка под сварку (под свариваемый шов плохо поджата флюсовая подушка или медная подкладка), чрезмерные зазоры;
- низкая квалификация сварщика;
- вести дуговую сварку «углом вперёд», а газовую «левым» способом.
Недопустимы прожоги -так как нарушают сплошность сварного шва.
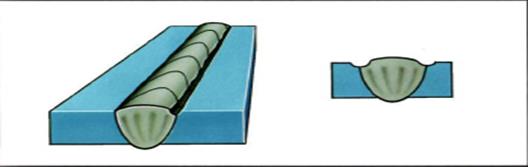
2.Превышение проплава – избыток металла на обратной стороне стыкового шва.
Дефект виден невооруженным глазом при визуальном контроле.
Под действием собственного веса расплавочный металл сварочной ванны провисает, и шов формируется с избыточной выпуклостью в нижней части.

Причины возникновения и способы предупреждения:
- чрезмерная текучесть расплавленного металла сварочной ванны;
- увеличенный зазор в стыке;
- неодинаковая толщина металла по длине стыка;
- уменьшать сварочный ток при сварке по широким зазорам и при уменьшении толщины стенки конструкции;
- использовать сварочные материалы с повышенным межфазным натяжением.
Недопустимона ответственных конструкциях, так как место перехода от наплавленного металла к основному является концентратором напряжения.
Метод устранения – вырубить дефектные места, заварить.
Дата добавления: 2016-02-27; просмотров: 4554;