А).Линейное смещение кромок б). Угловое смещение

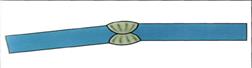
Процесс возникновения:при сварке двух деталей под действием термического цикла сварки происходит параллельное или угловое смещение одной свариваемой детали относительно другой.
Причины возникновения и способы предупреждения:
- отсутствие приспособлений для жёсткой фиксации свариваемых деталей в горизонтальном положении.;
- чрезмерная тепловая мощность сварочной дуги при сварке первого шва;
- строго соблюдать требования технологического процесса;
- использовать методы регулирования термического цикла для того, чтобы уменьшить деформации сварной конструкции;
- вести сварку с минимальной погонной энергией, чтобы снизить сварочные деформации.
Метод устранения: сварное соединение разрезать и сварить заново.
Недопустимдефект на ответственных конструкциях, поднадзорным органам технического надзора.
11. ДАТЬ ХАРАКТЕРИСТИКУ ДЕФЕКТАМ ФОРМЫ ШВА «НАРУШЕНИЕ ФОРМЫ ШВА, ПРЕВЫШЕНИЕ ВЫПУКЛОСТИ СТЫКОВОГО и УГЛОВОГО ШВА, НЕПОЛНОМЕРНОСТЬ ШВА, НЕРАВНОМЕРНОСТЬ ШИРИНЫ ШВА, причины их образования и методустранения.
1.Нарушение формы шва - это отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения. При этом изменяются ширина выпуклости и чешуйчатость шва по его длине. Причины возникновения и способы предупреждения: - плохое качество электродов(влажность, нарушение сплошности и неравномерность толщины покрытия); - низкая квалификация сварщика; - исключить влияние колебаний напряжения питающей сети; - выбрать источник питания с оптимальной вольт – амперной характеристикой; - вести сварку на короткой дуге; 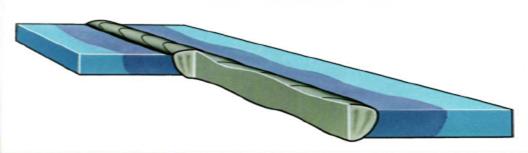
2.Превышение выпуклости стыкового или углового шва - избыток наплавленного металла на лицевой стороне шва по всей длине или на участке, приводит к увеличенной выпуклости сварного шва и превышает 2-3 мм над уровнем основного металла.
При формировании шва избыток металла кристаллизуется в центре сварочной ванны в виде выпуклости, превышающей допустимые значения.
Дата добавления: 2016-02-27; просмотров: 2838;