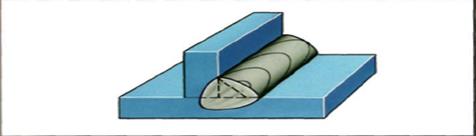
Превышение выпуклости стыкового шва Превышение выпуклости углового шва
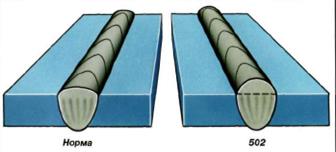
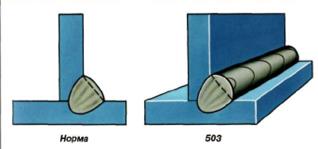
Причины возникновения и способы предупреждения:
- низкая квалификация сварщика; - некачественная подготовка и сборка деталей под сварку; - выбрать оптимальные параметры режима сварки; - некачественная подготовка и сборка деталей под сварку; - выбрать оптимальные параметры режима сварки; - не снижать скорость сварки; - не допускать манипулирования электродом, переходя на сварку «углом назад»; - правильно разделать кромки в соответствии с толщиной металла; - применять сварку на обратной полярности, тогда межфазное натяжение металла будет ниже. 3.Неполномерность шва или неполное заполнение разделки кромок – это продольная непрерывная или прерывистая канавка на поверхности сварного шва из–за недостаточного количества присадочного материала. При недостатке жидкого металла сварочной ванны шов формируется с углублением в центре или по краям.
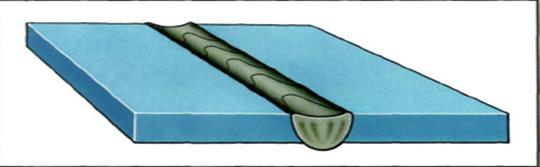
Причины возникновения и способы предупреждения:
- низкая квалификация сварщика; - неправильно выбраны марка и размеры присадочного материала; - неправильно разделаны кромки; - применять кантователи, вращатели для сварки в удобном пространственном положении;
- качественно подготовить и собрать стык под сварку; -использовать поперечные колебания электрода; - вести дуговую сварку «углом назад», а газовую сварку «правым» способом; - строго соблюдать параметры режима сварки.
Недопустимы нарушения формы швана ответственных конструкциях, так как являются концентраторами напряжения.
4.Неравномерная ширина шва – это отклонение ширины сварного шва от установленного значения.
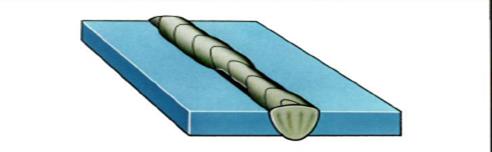
Причины возникновения и способы предупреждения:
- низкая квалификация сварщика; - колебания напряжения питающей сети, поэтому использовать источник питания со стабилизацией напряжения;
- плохая подготовка кромок, соблюдать стабильный зазор по длине или периметру;
- вести сварку на короткой или средней дуге;
- применять для ручной сварки источник питания с крутопадающей вольт-амперной характеристикой;
- строго соблюдать параметры режима сварки.
Способы устранения: узкие места подваривают, а уширения устраняют сошлифовыванием.
Недопустимдефект на ответственных конструкциях, поднадзорных органам технического надзора .
12. ДАТЬ ХАРАКТЕРИСТИКУ ДЕФЕКТАМ ФОРМЫ ШВА «ЧРЕЗМЕРНАЯ АССИМЕТ- РИЯ УГЛОВОГО ШВА, ГРУБАЯ ЧЕШУЙЧАТОСТЬ, ВОГНУТОСТЬ КОРНЯ ШВА », причины их образования и методустранения.
1.Чрезмерная асимметрия сварного шва – один катет шва значительно больше другого.
Внешние признаки: несимметричность углового шва, вызванная тем, что один из катетов превышает другой более, чем в 1,5 раза.
Процесс возникновения– в процессе сварки не удаётся сформировать симметричное равностороннее сечение углового шва.
Причины возникновения и способы предупреждения:
- не удобное пространственное положение для формирования шва, применять кантователи, вращатели для сварки в удобном положении;
- различная теплопроводность металла свариваемых поверхностей;
- низкая квалификация сварщика;
- высокая жидкотекучесть металла сварочной ванны;
- правильно выбрать покрытый электрод или присадочный материал;
- строго соблюдать параметры сварки.
Метод устранения: зачистить места сплавления меньшего катета с основным металлом и выполнить подварку.
Недопустимдефект на ответственных конструкциях, поднадзорных органам технического надзора .
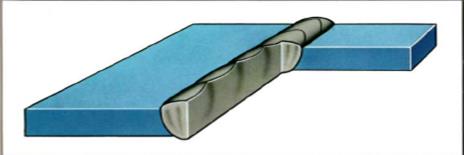
2.Грубая чешуйчатость – это грубая неравномерность формы выпуклой поверхности шва по длине.
На поверхности шва чётко видны гребни и впадины затвердевшего металла по изотермам кристаллизации (чешуйчатость).
Причины возникновения и способы предупреждения:
- низкая квалификация сварщика;
- применение сварочных материалов с низкой жидкотекучестью;
- правильно выбрать покрытый электрод или присадочный материал;
- строго соблюдать требования технологического процесса;
- равномерно перемещать источник нагрева вдоль оси шва;
- использовать источник питания постоянного тока с обратной полярностью.
Метод устранения: удалить поверхностные дефекты шлифованием и выполнить подварку облицовочным швом.
Недопустимдефект на ответственных конструкциях, если превышает нормативы для каждого объекта, так как шов формируется дискретно с определённым шагом между соседними гребнями и впадинами, что приводит к созданию напряжений.
3.Вогнутость корня шва– дефект в виде неглубокой канавки со стороны корня одностороннего сварного шва.
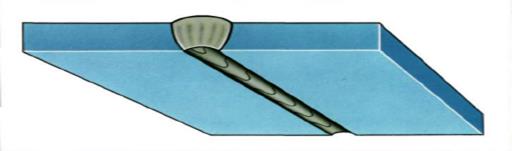
Процесс возникновения:при формировании корневого шва поверхностное натяжение металла снижается. Происходит утяжка корня шва, образуется вогнутая поверхность.
Причины возникновения и способы предупреждения:
- неправильно подготовлены и собраны стыкуемые кромки;
- неправильно выбраны сварочные материалы;
- строго соблюдать требования технологического процесса;
- низкая квалификация сварщика;
- вести сварку на постоянном токе обратной полярности;
- соблюдать оптимальные параметры режима сварки.
Метод устранения: зачистить корень шва от шлака, оксидов и выполнить подварку.
Недопустимдефект на ответственных конструкциях, поднадзорным органам технического надзора.
13.Влияние дефектов на работоспособность сварных соединений.
Степень влияния дефектов на работоспособность сварных соединений и конструкций зависит от свойств соединяемых и присадочных материалов, способа сварки и вида сварных соединений, количества и расплавления дефектов в соединениях, условий эксплуатации, характера действующих нагрузок и других факторов.
Дефекты искажают внутреннюю и внешнюю геометрию шва.
Основным критерием при оценке допустимости дефектов является напряжение в сварочном соединении. Если хрупкого разрушения не происходит, то дефекты, ослабляющие поперечное сечение до 10%, не влияют на несущую способность сварной конструкции (особенно для швов с порами и шлаковыми включениями).
Влияние надреза в трех областях сварного соединения:
1 – переход между швом и металлом – недопустимы с крутым углом между основным металлом и усилением шва;
2 – корень шва – нисплошности в корне не допустимы;
3 – поверхность усиления шва – опасны в местах прерываний шва, вызванных сменой электрода.
Основными причинами разрушений являются:
а) нерациональность проектируемых конструкций – 28,0 %;
б) наличие дефектов в сварных соединениях – 21,3 %;
в) нарушение технологии сварки – 18,7 %;
г) повышение напряжения при эксплуатации,
чрезмерные нагрузки – 20,0 %;
д) влияние коррозии – 5,0 %.
Дата добавления: 2016-02-27; просмотров: 3807;