Изготовление объемных арматурных каркасов
Объемное арматурное изделие (каркас) состоит из плоских каркасов, соединенных сваркой. В таком изделии, как правило, рабочая арматура расположена во взаимно перпендикулярных плоскостях. К этим изделиям, например, относятся: пакеты, фермы, блоки. Пакеты состоят из плоских каркасов, расположенных в несколько ярусов в одном направлении. Плоские каркасы пакета соединяют поперечными арматурными стержнями диаметром до 80 мм.
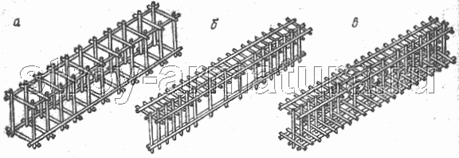
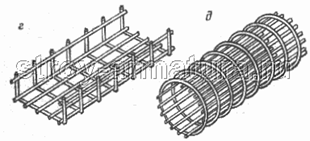
Объемные арматурные изделия заводского изготовления
а — пространственный каркас;
б — пространственный каркас таврового сечения;
в — то же, двутаврового сечения;
г — гнутая сетка; д — то же, криволинейного сечения
Арматурную пространственную ферму составляют плоские арматурные фермы, соединенные стальными стержнями. Арматурный блок представляет собой рабочую арматуру, расположенную во взаимно перпендикулярных направлениях. Арматурные пространственные блоки можно компоновать и из отдельных сеток, соединенных вертикальными или наклонными поперечными стержнями. Размер блока в длину может достигать 20 м, в ширину 4 м и в высоту —10 м, масса его до 20 т. Для изготовления пространственных арматурных конструкций применяют кондукторы-шаблоны, механизированные стапели или вертикальные установки и специальные поточные линии.
Объемные арматурные каркасы изготавливают по следующим трем основным технологическим схемам:
1. из отдельных плоских каркасов, соединяемых сваркой;
2. из плоских сварных сеток с последующей их гибкой и сваркой;
3. путем навивки и сварки арматуры на специальных машинах.
Сварку объемных каркасов рационально вести способом контактной сварки в кондукторах с помощью подвесных сварочных машин на вертикальных и горизонтальных установках. Вертикальные установки бывают одно- или двусторонними. Установка типа СМЖ-286АУХЛ4 из числа наиболее распространенных. Она обеспечивает одновременную сборку и сварку сразу двух каркасов. На установке крепятся два сварочных трансформатора, входящих в состав подвесных сварочных машин
МТП-806УХЛ4. Перемещение каркаса в вертикальном положении, а подвесной сварочной машины в горизонтальном создает наиболее удобные условия для контактной сварки арматуры каркаса. Установка СМЖ-56УХЛ4 в отличие от СМЖ-286АУХЛ4 односторонняя. В ее состав входит подъемная площадка, кондуктор, монорельс и две машины для контактной сварки. Обычно установки СМЖ-56БУХЛ4 применяют в арматурных цехах с небольшим объемом работ.
Горизонтальные установки используют для изготовления объемных арматурных каркасов, как правило, небольших габаритов. Горизонтальная установка СМЖ-54БУХЛ4 состоит из следующих основных узлов и механизмов: поворотной платформы для сварки объемного арматурного каркаса; направляющих для перемещения платформы; подвесной сварочной машины, состоящей из трансформатора и сварочных клещей. Если надо сваривать длинномерные каркасы, то сварочную машину подвешивают к монорельсу, расположенному вдоль платформы на специальных стойках.
На некоторых заводах изготовление арматурных каркасов, например, для колонн из-за различия номенклатуры, сопряжено со значительными трудностями. В этом случае для облегчения изготовления арматурных каркасов прибегают к электродуговой сварке. В ряде случаев сварочные клещи устанавливают на самоходную тележку, которая перемещается вдоль платформы с каркасом. Используют также специальные кондукторы, на которых сваривают продольные стержни арматурного каркаса с заранее заготовленными плоскими сетками, установленным перпендикулярно арматурным стержням.
Пространственные арматурные каркасы для таких железобетонных изделий, как сваи, трубы, опоры электропередач и других подобных конструкций, можно изготовлять способом навивки на предварительно установленные продольные стержни. Специальная навивка арматуры и ее сварка производятся на специальных машинах типа СКЦ-2УХЛ4, СМЖ-167УХЛ4, СМЖ-420УХЛ4, СМЖ-117АУХЛ4 и др. Способом навивки изготавливают арматурные каркасы цилиндрического, прямоугольного или треугольного сечения в поперечнике. Установка СМЖ-П7АУХЛ4 применяется для изготовления арматурных каркасов безнапорных, ненапряженных железобетонных труб длиной до 5м и диаметром
400—1500мм. Сваривают арматуру каркаса сварочной головкой, оснащенной двумя точечными электродами. Работает установка в автоматическом режиме.
Изготовленный арматурный каркас снимают с установки и процесс повторяется вновь. Основные технические параметры установки
СМЖ-П7АУХЛ4 приведены ниже.
| Размеры железобетонных труб с изготовленными каркасами, мм | |
| Диаметр | 500; 600; 800; 1000; 1200;1500 |
| Длинна | |
| Производительность установки, каркасов.час | 3-6 |
| Диаметр продольных арматурных стержней, мм | |
| Диаметр спиральной арматуры, мм | 5—8 |
| Шаг спиральной арматуры, мм | 50—125 |
| Скорость передвижения тележки, м/мин | 0,3—3 |
| Скорость передвижения сварочного агрегата, м/мин | |
| продольная | 0,3—3 |
| поперечная | 0,56 |
| Размер агрегата, м | 20,8x5,9x2,6 |
| Масса установки, т |
Дата добавления: 2016-02-20; просмотров: 2979;