Изготовление балок с применением сварки ТВЧ
На примере поточной линии завода им. Бабушкина видно, что производительность изготовления балок ограничена допустимой скоростью сварки. Применение дуговой сварки под флюсом позволяет изготавливать балки со скоростью не более 150¸180 м/ч, что в 5¸7 раз меньше скорости и прокатки на универсальных балочных станах.
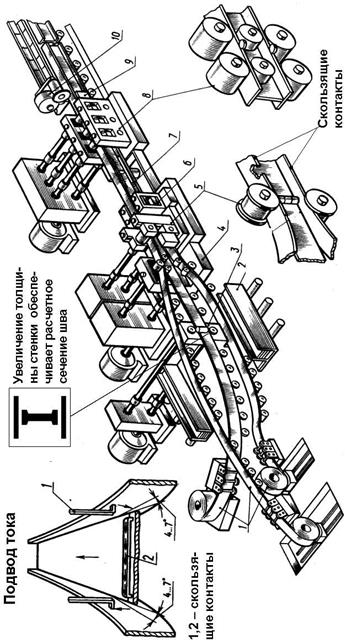
Опыт применения контактной сварки токами высокой частоты, накопленный в трубной промышленности нашей страны и за рубежом, свидетельствует о возможности повышения производительности изготовления сварных балок как минимум на порядок. Естественным требованием к высокоскоростным станам является комплексная автоматизация всего цикла изготовления балок. В качестве примера реализации такой технологии рассмотрим работу сварочного стана конструкции американской фирмы АМФ – «Термантул» (рис. 3.8). Стан рассчитан на производство двутавровых профилей высотой 150¸400 мм со стенкой толщиной 1,6¸6,5 мм и полками шириной 50¸150 мм, толщиной 3,2¸9,6 мм. Проектная скорость сварки в зависимости от толщины стенки изменяется в пределах от 9 до 46 м/мин.
Высокая скорость сварки предопределила целесообразность применения полосовой стали рулонной поставки. Вместе с тем в сварочном стане предусмотрен питатель, позволяющий осуществлять поштучную выдачу полок из обычного листового проката. При использовании стали в рулонах заготовки стенок и полок с трех разматывателей проходят через правильные вальцы и по системе направляющих роликов попадают в сварочный агрегат. При высокочастотной сварке в тавр, оптимальный угол сближения стенки и полки составляет 4¸70. Для поддержания угла в заданных пределах, стан снабжен механизмом подгиба полок.
Контактная сварка в тавр не гарантирует провар более 80% от толщины стенки, причем в зоне сварки наблюдаются «выплески», снижающие качество сварного соединения. Чтобы увеличить ширину шва и создать плавный переход от стенки к полке, в технологическом процессе предусмотрены следующие операции.
Перед сваркой роликовая высадочная машина производит утолщение кромок заготовки стенки на 30 %, путем пластического деформирования в холодную. После сварки станок для огневой строжки удаляет утолщения и образует галтели в местах сварки. В сварочном стане имеются: роликоправильная машина для устранения грибовидности полок, дефектоскопическая установка. Раскрой непрерывного профиля на балки требуемой длины, осуществляется при помощи летучей пилы, перемещающейся во время резки со скоростью выхода балки из стана.
Испытания сварных двутавров, полученных по способу фирмы АМФ - «Термантул» показали, что они не уступают горячекатаным профилям по прочности при статическом изгибе, но имеют меньшую долговечность при переменных нагрузках, причем в последнем случае источником разрушания, как правило, являлись сварные швы.
Институт электросварки им. Е.О. Патона и ВНИИМЕТМАШ разработали технологию изготовления сварных широкополочных двутавров, принципиально отличающуюся от технологии фирмы АМФ - «Термантул». По новой технологии двутавровый профиль получают путем сварки полосы-стенки и двух горячекатаных, низкотавровых профилей, используемых в качестве полок (рис. 5.9).

Преимущества заключаются в следующем:
1) в таком двутавре шов вынесен в менее нагруженную зону;
2) в процессе сварки возможна фиксация взаимного положения стенки и полки по выступу тавра, а не по наружной кромке полки.
В результате этого уменьшается вероятность относительного смещения свариваемых деталей в процессе кристаллизации шва и образования горячих трещин. Однако необходимость организации производства низкотавровых профилей ограничивает номенклатуру сварных двутавров. По технологии ИЭС и ВНИИМЕТМАШа в нашей стране намечено организовать выпуск сварных широкополочных двутавров высотой 200¸1000 мм с полками шириной 100¸400 мм, толщиной 10¸30 мм. Проектная скорость сварки 15¸28 м/мин.
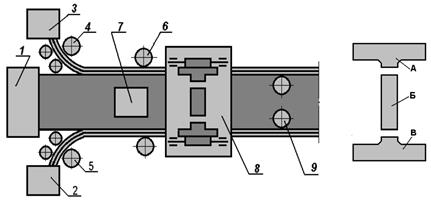
Рис. 3.9. Линия изготовления двутавровых балок ВНИИМЕТМАШ и ИЭС им. Е. О. Патона:
А, В – низкотавровый профиль; Б – вертикальная стенка;
1 – рулонированная заготовка вертикальной стенки; 2,3 – накопитель низкотаврового профиля; 4,5 – вальцы для подгиба низкотаврового профиля; 6 – прижимные ролики; 7 – индуктор для нагрева ТВЧ;
8 – сборочно-сварочная клеть; 9 – устройство для очистки шлака.
Несмотря на то, что высокочастотная сварка значительно повысила производительность изготовления, горячая прокатка остается в настоящее время наиболее экономичным способом получения широкополочных двутавров. Применение сварки дает ощутимый эффект при изготовлении несимметричных двутавров с полками неравной ширины или толщины, или балок, состоящих из разнородных материалов.
Дата добавления: 2016-04-06; просмотров: 1873;