Инструментальные стали
Инструментальные стали предназначены для изготовления следующих основных групп инструмента: режущего, измерительного и штампов. По условиям работы инструмента к таким сталям предъявляют следующие требования: стали для режущего инструмента (резцы, сверла, метчики, фрезы и др.) должны обладать высокой твердостью, износостойкостью и теплостойкостью; стали для измерительного инструмента должны быть твердыми, износостойкими и длительное время сохранять размеры и форму инструмента; стали для штампов (холодного и горячего деформирования) должны иметь высокие механические свойства (твердость, износостойкость, вязкость), сохраняющиеся при повышенных температурах; кроме того, стали для штампов горячего деформирования должны обладать устойчивостью против образования поверхностных трещин при многократном нагреве и охлаждении.
Углеродистые инструментальные стали (ГОСТ 1435-74). Инструментальные углеродистые стали выпускают следующих марок: У7, У8, У8Г, У9, У10, У11, У12 и У13. Цифры указывают на содержание углерода в десятых долях процента. Буква Г после цифры означает, что сталь имеет повышенное содержание марганца. Марка инструментальной углеродистой стали высокого качества имеет букву А, например У12А: инструментальная углеродистая сталь высокого качества, содержащая 1,2%С.
Инструменты, применение которых связано с ударной нагрузкой, например зубила, бородки, молотки, изготовляют из сталей У7А, У8А. Инструменты, требующие большой твердости, но не подвергающиеся ударам, например сверла, метчики, развертки, шаберы, напильники, - из сталей У12А, У13А. Стали У7-У9 подвергают полной, а стали У10-У13 неполной закалке.
Недостатком углеродистых инструментальных сталей является их низкая теплостойкость – способность сохранять большую твердость при высоких температурах нагрева. При нагреве выше 200°С инструмент из углеродистых сталей теряет твердость.
Легированные инструментальные стали (ГОСТ 5950-73). Легирующие элементы, вводимые в инструментальные стали, увеличивают теплостойкость (вольфрам, молибден, кобальт, хром), закаливаемость (марганец), вязкость (никель), износостойкость (вольфрам).
В сравнении с углеродистыми легированные инструментальные стали имеют следующие преимущества: хорошую прокаливаемость; большую пластичность в отожженном состоянии, значительную прочность в закаленном состоянии (см. гл. V), более высокие режущие свойства.
Низколегированные инструментальные стали содержат д о 2,5% легирующих элементов, имеют высокую твердость (HRC 62-69), значительную износостойкость, но малую теплостойкость (200-260°С). В отличие от углеродистых сталей их используют для изготовления инструмента более сложной формы.
В низколегированных сталях X, 9ХС, ХВГ, ХВСГ основной легирующий элемент - хром. Сталь X легирована только хромом. Повышенное содержание хрома значительно увеличивает ее прокаливаемость. Сталь X прокаливается в масле полностью в сечении до 25 мм, а сталь У10 - только в сечении до 5 мм. Применяют сталь X для изготовления токарных, строгальных и долбежных резцов. Сталь 9ХС кроме хрома легирована кремнием. По сравнению со сталью X она имеет большую прокаливаемость – до 35 мм; повышенную теплостойкость - до 250-260°С (сталь X до 200-210°С) и лучшие режущие свойства. Из стали 9ХС изготовляют сверла, развертки, фрезы, метчики, плашки.
Сталь ХВГ легирована хромом, вольфрамом и марганцем; имеет прокаливаемость на глубину до 45 мм. Сталь ХВГ используют для производства крупных и длинных протяжек, длинных метчиков, длинных разверток и т. п.
Сталь ХВСГ - сложнолегированная сталь и по сравнению со сталями 9ХС и ХВГ лучше закаливается и прокаливается. При охлаждении в масле она прокаливается полностью в сечении до 80 мм. Она меньше чувствительна к перегреву. Теплостойкость ее такая же, как у стали 9ХС. Сталь ХВСГ применяют для изготовления круглых плашек, разверток, крупных протяжек и другого режущего инструмента.
Высоколегированные инструментальные стали содержат вольфрам, хром и ванадий в большом количестве (до 18% основного легирующего элемента); имеют высокую теплостойкость (600-640°С). Их используют для изготовления высокопроизводительного режущего инструмента, предназначенного для обработки высокопрочных сталей и других труднообрабатываемых материалов. Такие стали называют инструментальными быстрорежущими (ГОСТ 19265-73). Быстрорежущие стали обозначают буквой Р, цифра после которой указывает содержание вольфрама. Содержание хрома (4%) и ванадия (2%) в марках быстрорежущих сталей не указывают. В некоторые быстрорежущие стали дополнительно вводят молибден, кобальт и большое количество ванадия. Марки таких сталей содержат соответственно буквы М, К, Ф и цифры, указывающие их количество. Наиболее распространены Р18, Р9. Р10К5Ф5 и другие быстрорежущие стали.
Для изготовления измерительных инструментов применяют X, ХВГ и другие стали, химический состав которых приведен в ГОСТ 5950-73. Для измерительного инструмента (особенно высоких классов точности) большое значение имеет постепенное изменение размеров закаленного инструмента в течение длительного времени, что связано с уменьшением и перераспределением внутренних напряжений. Поэтому при термической обработке измерительного инструмента большое внимание уделяется стабилизации напряженного состояния. Это достигается соответствующим режимом низкого отпуска – при температуре 120-130°С в течение 15-20 ч и обработкой при температурах ниже нуля (до -60°С).
Штампы холодного деформирования небольших размеров (сечением 25-30 мм), простой формы, работающие в легких условиях, изготовляют из углеродистых сталей У10, У11, У12. Штампы сечением 75-100 мм более сложной формы и для более тяжелых условий работы изготовляют из сталей повышенной прокаливаемости X, ХВГ.
Для изготовления инструмента с высокой твердостью и повышенной износостойкостью, а также с малой деформируемостью при закалке используют стали с высокой прокаливаемостью и износостойкостью, например высокохромистую сталь Х12Ф1 (11-12,5% Сг; 0,7-0,9% V) .
Для инструмента, подвергающегося в работе большим ударным нагрузкам (пневматические зубила, режущие ножи для ножниц холодной резки металла), применяют стали с меньшим содержанием углерода, повышенной вязкости 4ХС, 6ХС, 4ХВ2С и др.
Молотовые штампы горячего деформирования изготовляют из сталей 5ХНМ, 5ХГМ, 5ХНВ. Эти стали содержат одинаковое количество (0,5-0,6%) углерода и легированы хромом. Такое содержание углерода позволяет полечить достаточно высокую ударную вязкость; хром повышает прочность и увеличивает прокаливаемость сталей. Никель вводят в эти стали с целью повышения вязкости и улучшения прокаливаемости. Вольфрам и молибден повышают твердость и теплостойкость, уменьшают хрупкость, измельчают зерно и уменьшают склонность стали к перегреву. Марганец, как более дешевый легирующий элемент, является заменителем никеля.
Для сталей молотовых штампов характерна глубокая прокаливаемость. Например, стали 5ХНМ и 5ХГМ прокаливаются в сечениях до 200-300 мм.
ЗХ2В8Ф, 4Х2В5МФ и другие стали применяют для тяжелонагруженных мелких штампов, вставок окончательного ручья, матриц и пуансонов для горячего выдавливания. Некоторые марки штамповых сталей применяют также для изготовления пресс-форм для литья под давлением. К этим сталям предъявляют повышенные требования по теплостойкости и меньшие требования по прокаливаемости.
Нержавеющие стали
Коррозионностойкой (или нержавеющей) называют сталь, обладающую высокой химической стойкостью в агрессивных средах. Коррозионностойкие стали получают легированием низко- и среднеуглероднстых сталей хромом, никелем, титаном, алюминием, марганцем. Антикоррозионные свойства сталям придают введением в них большого количества хрома или хрома и никеля. Наибольшее распространение получили хромистые и хромоникелевые стали.
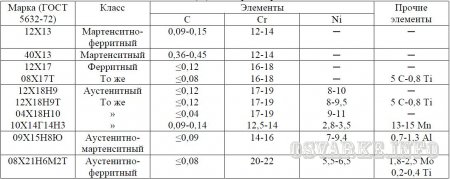
Хромистые стали более дешевые, однако хромоникелевые обладают большей коррозионной стойкостью. Содержание хрома в нержавеющей стали должно быть не менее 12% (табл. 7). При меньшем количестве хрома сталь не способна сопротивляться коррозии, так как ее электродный потенциал становится отрицательным.
Наибольшая коррозионная стойкость сталей достигается после соответствующей термической и механической обработки. Так, для стали 12X13 лучшая коррозионная стойкость достигается после закалки в масле (1000-1100°С), отпуска (700-750°С) и полировки. Эта сталь устойчива в слабоагрессивных средах (вода, пар). Сталь 40X13 применяют после закалки в масле с температурой 1000-1050°С и отпуска (180-200°C) со шлифованной и полированной поверхностью. После термической обработки эта сталь обладает высокой твердостью (HRC 52-55).
Химический состав (%) некоторых нержавеющих сталей
Более коррозионностойка (в кислотных средах) сталь 12X17. Для изготовления сварных конструкций эта сталь не рекомендуется в связи с тем, что при нагреве ее выше 900-950°С и быстрого охлаждения (при сварке) происходит обеднение периферийной зоны зерен хромом (ниже 12%). Это объясняется выделением карбидов хрома по границам зерен, что приводит к межкристаллитной коррозии.
Межкристаллитная коррозия - особый, очень опасный вид коррозионного разрушения металла по границам аустенитных зерен, когда электрохимический потенциал пограничных участков аустенитных зерен понижается вследствие обеднения хромом и при наличии коррозионной среды границы зерен становятся анодами (см. § 50).
Для предотвращения этого вида коррозии применяют сталь, легированную титаном 08X17Т. Сталь 08X17Т применяют для тех же целей, что и сталь 12X17, а также и для изготовления сварных конструкций.
Хромоникелевые стали содержат большое количество хрома и никеля, мало углерода и относятся к аустенитному классу. Для получения однофазной структуры аустенита сталь (например, 12Х18Н9) закаливают в воде при температуре 1100-1150°С; при этом достигается наиболее высокая коррозионная стойкость при сравнительно невысокой прочности. Для повышения прочности сталь подвергают холодной пластической деформации и применяют в виде холоднокатаного листа и ленты для изготовления различных деталей.
Сталь 12Х18Н9 склонна, как и хромистая сталь ферритного класса, к межкристаллитной коррозии при нагреве. Причины возникновения межкристаллитной коррозии те же – обеднение периферийной зоны зерен хромом (ниже 12%) вследствие выделения из аустенита карбидов хрома. Для предотвращении межкристаллитной коррозии сталь легируют титаном, например сталь 12Х18Н9Т, или снижают содержание углерода, например сталь 04Х18Н10.
Хромоникелевые нержавеющие стали аустенитного класса имеют большую коррозионную стойкость, чем хромистые стали, их широко применяют в химической, нефтяной и пищевой промышленности, в автомобилестроении, транспортном машиностроении в строительстве.
Для экономии дорогостоящего никеля его частично заменяют марганцем. Например, сталь 10Х14Г14НЗ рекомендуется как заменитель стали 12Х18Н9. Сталь аустенитно-мартенситного класса 09Х15Н8Ю применяют для тяжелонагруженных деталей. Сталь аустенитно-ферритного класса 08X21Н6М2Т'применяют для изготовления деталей и сварных конструкций, работающих в средах повышенной агрессивности - уксуснокислых, сернокислых, фосфорнокислых.
Разработаны марки высоколегированных сталей на основе сложной системы Fe-Cr-Ni-Mo-Си-С. Коррозионная стойкость хромоникельмолибденомедистых сталей в некоторых агрессивных средах очень велика. Например, в 80%-ных растворах серной кислоты. Такие стали широко используют в химической, пищевой, автомобильной и других отраслях промышленности.
Дата добавления: 2016-02-20; просмотров: 5100;